Water jet cavitation (WJC) involves imparting mechanical energy to the surface of a material as the result of the high pressures generated during the collapse of a microjet close to the surface. Surface modification techniques such as WJC have been applied to reduce stress corrosion cracking in alloy steels and increase their fatigue strength. Surface modification technologies such as WJC have thus been applied to improve the stress corrosion cracking and fatigue strength of alloy steels. In the WJC process, high pressure occurs when a cavitation caused by high-pressure water jetted from a nozzle collapses on the metal surface. This impact pressure results in slight plastic deformation of the surface layer, and generates compressive residual stress by an elastic restraining force from the lower layer portion and the surroundings. When the compression force is converted to compression deformation, the deformation returns to its original state after the cavitation collapse; however, if a small amount of plastic deformation occurs, then compressive residual stress is generated after cavitation collapse. Another cavitation technique called ultrasonic cavitation (UC) generates hot spots that can promote chemical reactions by producing temperatures of several thousand degrees kelvin. Chemical and biomedical applications such as induced decomposition by the chemical action of UC have been investigated. We have previously reported multifunction cavitation (MFC), which is a novel technique combining UC and WJC. In addition, we developed a new nozzle in order to greatly increase the MFC temperature and pressure, so allowing ultra-high-temperature and pressure cavitation (UTPC) to take place, which produces a new metal surface.
The ultra-high temperature and pressure cavitation (UTPC) took place in an aluminum alloy with low melting point. The aluminum alloy used in this experiment was Al-0.31Mg-6.8Si alloy. Reinforcement of aluminum alloy is brought about because supersaturated solid solution of elements added to aluminum precipitates at room temperature and becomes an obstacle to the movement of dislocation. This is explained as an Orowan mechanism. This precipitation treatment is said to be aging, of which there are natural aging precipitated at normal temperature and artificial aging which is treated at a temperature of 200°C or less. In the case of T6 aging treatment, the Al alloy was kept at the temperature of about 150°C for several hours after solution treatment.
A precipitate called a GP zone precipitated from a supersaturated solid solution is considered to be Mg2Si in the case of an Al-Mg-Si alloy. In any case, lattice distortion occurs due to precipitation of the GP zone, movement of the dislocation is inhibited, and a large force is required for deformation and strengthening. As the aging process progresses, it becomes GP II phase or θ' phase, which are larger precipitates than GP I phase. However, when the stable θ phase is reached, over-aging is reversed, and the Orowan reinforcement is reduced.
In the present study, UTPC was applied to the modification of Ni-Cr-Mo steel (SNCM630) surfaces, and the dependence of the microstructure and hardness on UTPC was investigated and the results compared to those for WJC. Furthermore, the toughness was evaluated by macroscopic mechanical strength (Charpy impact test) at room temperature, and the stress relaxation behavior and the crack resistance at a temperature of 500°C were investigated. Furthermore, the age hardening of aluminum alloy (AC4CH) was studied by using low-temperature and low-pressure cavitation (LTPC) in order to develop the technology of peening aging, which can impart high hardness and higher residual compressive stress simultaneously on the surface of aluminum alloy.
(1) Experimental equipment
In this study, we installed a straight swirl flow nozzle (inflow hole: 1 piece) as shown in Fig. 1 in the conventional nozzle, and bubbles were enlarged by low-pressure swirling flow, and high-pressure cavitation was attempted. When high-pressure water is injected from the nozzle, the dynamic pressure at the nozzle outlet portion becomes very large, and conversely the static pressure decreases, so that the surrounding water flows in from the inflow hole of the swirl nozzle of Fig. 1. As a result, a swirling flow (circulation) is generated in the swirl nozzle, and the circulation center is lowered. As a result, the bubbles expand, and if the expanded water jet bubbles are irradiated with ultrasonic waves, bubbles of higher temperature and pressure are generated than the conventional MFC, and the surface is micro-forged by UTPC. When two inflow holes are provided as shown in Fig. 2, the inflowing surrounding water increases, the circulation center is further lowered, and it is possible to increase the size of the bubbles. Further, when the turning nozzle is tapered, the circulation radius gradually increases and the pressure at the circulation center decreases, so that it is possible to further increase the size of the bubble and achieve high temperature and high pressure.
In order to develop the technology of peening aging, LTPC of the aluminum alloy Al-0.31Mg-6.8Si was processed by a tapered swirling nozzle (inflow hole: 2 pieces) as shown in Fig. 2. The water jet pressure and the ultrasonic output were optimized for higher hardness and higher residual compressive stress imparted on the surface of the aluminum alloy. The discharge pressure of water jet decreases from 35 MPa to 20 MPa, which leads to low collapsed pressure of microjets. Furthermore, the output of ultrasonic wave decreases from maximum 800 W to 100 W, which provides low collapsed temperature of microjets.
(2) Mechanism for micro-forging and peening aging
Mechanisms of micro forging by microjets of UTPC and peening aging by microjets of LTPC are shown in Fig. 3. In case of micro forging by UTPC, the high impact pressure of microjets generated a lot of dislocations owing to work hardening, and the large precipitation like spherical cementite in low-alloy steel and the Mg-Si-Fe rich precipitations in aluminum alloy as described later are formed because of high surface temperature. After the disappearance of cavitation, the compressive residual stress and the increase of hardness are imparted by elastic constraint from surroundings. On the other hand, in case of peening aging by LTPC, the number of dislocations is not higher than UTPC because of the low impact pressure of microjets. However, a lot of Mg-Si rich precipitation (GP zone) is formed and the entanglement of dislocations and precipitations occurs, which leads the increase of compressive residual stress and hardness.
The processing by ultra-high-temperature and pressure cavitation is referred to as peening aging treatment, because this has a peening effect of imparting residual stress, work hardening, and precipitation strength. The mechanism of peening aging treatment is shown in Fig. 4. When Ultra-High Temperature and High Pressure Cavitation (UTPC) collapses on the material surface, a high-temperature and high-pressure microjet plastically processes the surface and causes many dislocations on the surface. At the same time, it undergoes aging treatment accompanying temperature rise and precipitation hardens. Dual 800 W, which has the highest ultrasonic power output at a high pressure of water jet pressure, 35 MPa, which in turn is the condition for producing spherical cementite in low-alloy steel, as described above, has a high temperature, so the age hardening is small and work hardening becomes rate-determining due to the high pressure.
On the other hand, under conditions of LTPC (Low-Temperature and low-Pressure Cavitation) where the water jet pressure is low and ultrasonic output is low, age hardening is dominant because of the low temperature, and occurrence of dislocation due to work hardening is suppressed due to the low pressure. Furthermore, in the test piece subjected to the T6 aging treatment, Mg2Si is already precipitated by aging but there is no compressive residual stress on the surface. When subjected to UTPC treatment, work hardening by microjet is applied to impart compressive residual stress. However, work hardening is rate-limiting due to a high pressure of 35 MPa, because aging is hard to raise because of high-temperature microjets under the condition of ultrasonic output, 800 W. On the other hand, under conditions of low water jet pressure, 20 MPa and ultrasonic output, 100 W, because of the low temperature, age hardening progresses further and precipitation strengthening occurs, so dislocation generation due to work hardening is suppressed because of the low pressure. However, when aging progresses excessively, a stable θ phase precipitates and becomes excessive aging and attention to softening is required.
(3) Experimental results and discussion
The relationship between processing time and hardness is shown in Fig. 5. Hardness increased rapidly in 2 min, and it gradually increased until 30 min thereafter. If MFC processing with a straight swirling nozzle is additionally applied to the T6 treated material, it hardens rapidly in 2 min like other cavitation materials, but in 30 min it has the same hardness as the MFC-processed materials without T6 treatment. This indicates that the sum of work hardening and age hardening has reached the same level as explained in Fig. 5.
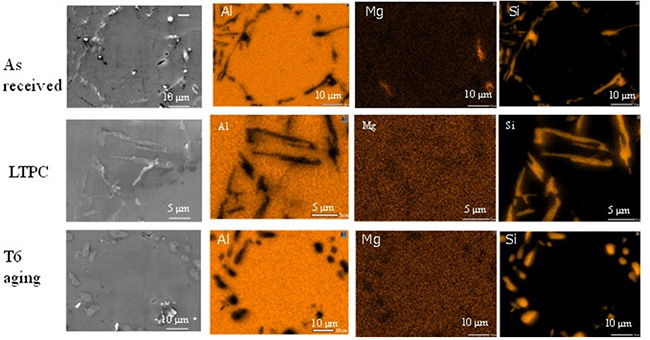
Element mapping of the Al-Mg-Si alloy surface by LTPC processing and T6 aging is shown in Fig. 6. The grain part of the UTPC specimen with high concentration of Mg is found to be the same as that after T6 aging. However, in the case of LTPC, the Mg-Si-Fe rich precipitations were locally observed besides the above grain parts with high concentration of Mg. Here, the conditions of LPTC were water jet pressure of 20 MPa, ultrasonic output of 100 W, working time of 20 min, and the additional of a tapered swirling nozzle with an inflow hole of 2 pieces.
Figure 7 is the relationship between ultrasonic output (sound pressure in water) and compressive residual stress. The highest residual stress was obtained at the water jet pressure of 100 W. The residual compressive stress imparted on the surface shows a peening effect. As described before, the aging of aluminum alloy is thought to progress at a lower temperature than that of low-alloy steel. Therefore, LPTC is more appropriate than UTPC, in the case of age treatment of aluminum alloy.
The relationship between water jet pressure and compressive residual stress is shown in Fig. 8. It was found that the compressive residual pressure decreases with the progress of water jet pressure increase. The highest residual stress was obtained at the water jet pressure of 20 MPa. As indicated in Fig. 8, the age hardening becomes larger than the work hardening and an increase of residual stress was provided by elastic constraint. It is known that too large a shear stress generates a dislocation loop after dislocations going through precipitates. Therefore, the compressive stress decreases by the elastic constraint reversely decreasing, because the Orowan mechanism does not become effective. It is thought that when the surface deformation force by microjets due to a water jet pressure of 20 MPa is smaller than that of 35 MPa and the dislocations depending on precipitates are more, and more proper than those of 35 MPa, which leads to the higher compressive residual stress produced by elastic constraint from around the peening area.