Titanium alloys are materials that are relatively lightweight and exhibit high strength. Its use is rapidly expanding because of its excellent corrosion resistance. For example, sporting goods, heat exchanger parts, aircraft parts, portable mobile devices, etc. Among titanium alloys, beta-type alloy exhibits the highest strength and toughness. It is also known that cold workability is excellent by solution heat treatment. When a large force acts on the contact surface of the die, however, the phenomenon of seizure tends to occur on the die surface. Since titanium has a relatively low thermal conductivity, the processing heat generated during cold working is unlikely to be reduced. Therefore, there are currently few studies on the forming of titanium alloys. There is a strong demand for optimization of coatings, lubrication methods, and processing conditions. On the other hand, by combining different materials, materials having high functionality can be obtained. For example, clad steel sheet has functions, such as heat resistance and corrosion resistance. Composite steel sheets are joined to dissimilar metal sheets. There are many studies on titanium cladding. Some of the major manufacturing processes and corresponding mechanical properties of titanium clad steel plates were analyzed. On the other hand, the authors examined the formability of the titanium clad cup using different metal sheets. The clad cup was formed by deep drawing with thin sheets of dissimilar metals stacked. However, little research has been conducted on cladding cups of beta titanium alloys. In the present study, the formability of beta titanium alloy clad cup was investigated by deep drawing. In the drawn cup, the shape, thickness strain, and hardness were evaluated. Mechanical properties were also examined to determine sheet anisotropy.
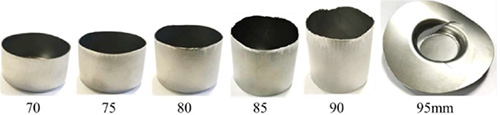
Figure 1 shows the appearance of the drawn cup using the sheet A. When the blank diameter was 70 to 90 mm, fracture such as bottom cracking or wall cracking of the drawn cup did not occur. It showed good formability. When the blank diameter was 95 mm, however, the blank broke. A limit drawing ratio was approximately 2.3.
Figure 2 shows the appearance of the drawn clad cup. Deep drawing was performed using thin sheets with different combinations. The blank was two-layer laminated sheet. The total thickness of the laminated sheet was 1.2 mm. In both sheet combinations, the clad cups were successfully formed. In addition, when the outside of the clad cup was beta titanium alloy, there was no seizure with the tool. Use of the Teflon coating was effective in preventing seizure with the tool.
Figure 3 shows the distributions of thickness strain from the bottom to the opening of the clad cups. Measurement of thickness strain was based on the center of the bottom corner. Thickness strain was a similar distribution even if the arrangement of laminated sheets was changed. When the outside of the clad cup was beta titanium alloy, the thickness strain was the smallest at the bottom corner of the clad cup. It was approximately 0.06. The thickness strain at the opening gradually increased, which was approximately 0.15.