High-frequency linear friction welding (HFLFW) at 245Hz was applied to aluminum alloy/steel dissimilar joining. Aluminum alloys are classified into heat-treatable and nonheat-treatable ones based on their strengthening mechanism, which reflects their softening behavior during heating. The weldability of AlMg (5083 aluminum alloy (Al-5083), non-heat-treatable) or Al-Mg-Si (6063 aluminum alloy (Al-6063), heat-treatable) alloys and 304 stainless steel (304 SS), a representative austenitic stainless steel, was evaluated by varying the friction pressure and thus, heat generation, to investigate the change of joint strength and interfacial structure during bonding.
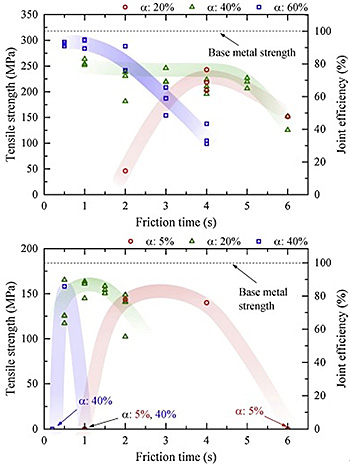
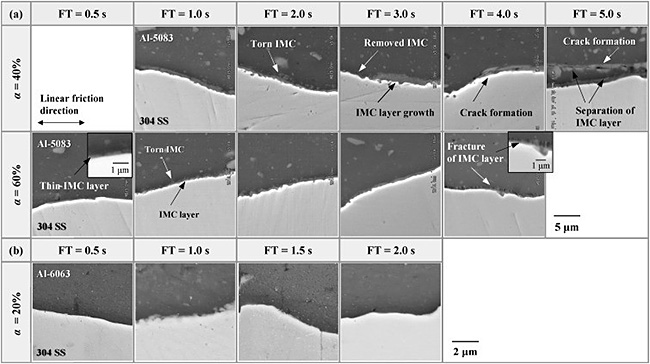
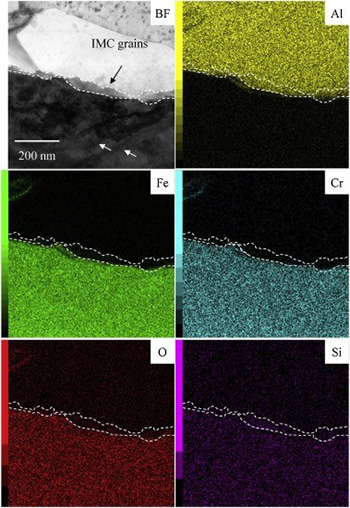
As shown in Fig. 1, joining of 5083 and 6063 aluminum alloys to 304 stainless steel was successfully achieved by high-frequency linear friction welding working at 245 Hz with varied friction pressure and time, which affect the heat input. The efficiencies of the Al-5083 and Al-6063/304 SS joints reached 94.9 (α = 60%) and 89.7% (α = 20%) after HFLFW for 1 s, respectively, due to the formation of a thin IMC layer. The joint efficiency was comparable to that of joints obtained by conventional friction-based methods Fig. 2 shows the interfacial structures of t the Al-5083 and Al-6063/304 SS joints. The thickness of the IMC layer formed in the Al-5083/304 SS joints decreased below 500 nm with increasing friction pressure because of the tearing of the IMC layer caused by plastic flow during linear friction. The long friction process induced the cracking and fracture of the locally grown IMC layer, lowering the interfacial strength of joints. A thin IMC layer with < 50-nm thickness formed in the Al-6063/ 304 SS joints as shown in Fig. 3. Excessive short and long friction processes led to the formation of a non-joined area and the softening of the base alloy, respectively, resulting in the low joint strength. Highly efficient joints were, therefore, obtained in a short duration, i.e., 1 s, through the formation of a thin intermetallic compound layer at the interface below 500 and 50 nm for 5083 and 6063 aluminum alloy/steel joints by controlling the appropriate friction pressure. High-frequency linear friction welding was demonstrated to be effective for the sound joining of various materials by controlling the friction pressure.