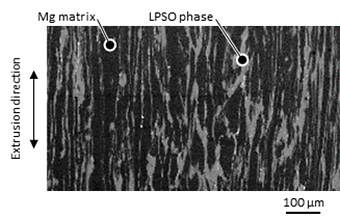
Mg and the alloys which are the lightest in utility metals are an eco-friendly structural material because they have properties such as excellent specific strength and recyclability. In recent years, Mg alloys in which Zn and Y were added has been developed. The alloys have a Mg matrix and a long-period stacking ordered structure phase (LPSO phase) in which Zn and Y of the additional elements were regularly concentrated. LPSO phases of an extruded Mg96Zn2Y2 alloy used in this study has morphology extending along the extrusion direction, as shown in Fig. 1. The extruded Mg96Zn2Y2 alloys also have strong anisotropy as with conventional Mg. And then, the property of such anisotropy is a matter to consider when processing materials. Our study group has been developing joining technology of Mg/LPSO alloys applied ultrasonic spot welding. Ultrasonic spot welding is a solid-state bonding technology without the heat source, and the welding is achieved at a short time by applying ultrasonic vibration. The energy consumption, which is required to achieve joining by the welding technology, is significantly lower than that of conventional resistance spot welding, and no sputtering also occurs. Thus, it is an environmentally conscious next generation welding technology. In ultrasonic spot welding, plastic deformation within joints during the welding process plays an important role in the formation of the weld interface and progression of the welding. This paper focused on a characteristic of the LPSO phases morphology extending along the extrusion direction which affects the anisotropy. The welding in this paper was carried out so that the ultrasonic vibration and the LPSO phases were orthogonal, and the microstructure evolution was evaluated.
Specimens were cut in sliced plates with 0.8 mm in thickness from the extruded Mg96Zn2Y2 alloys with diameter of approximately ø22 mm. As welding condition in this paper, the constant power, the vibration frequency, the welding energy and the clamping force of the machine were set 1200 W, 20 kHz, 2300 J and 1980 N, respectively. The ultrasonic vibration was applied in parallel to the surface of specimens which were cut from the cylindrical materials to sliced plates. That is, the LPSO phases extending along the extrusion direction and the ultrasonic vibration were orthogonal.
Figure 2 shows fracture mode after the lap shear tensile test of a sample which were welded by ultrasonic spot welding. The average weld strength of the samples was approximately 1486 N. And then, fracture mode after the test exhibited a pull-out fracture mode. As additional information on the joint geometry, the welded diameter and the joint thickness of the spot welds were approximately ø7.5 mm and 1.07 mm, respectively.
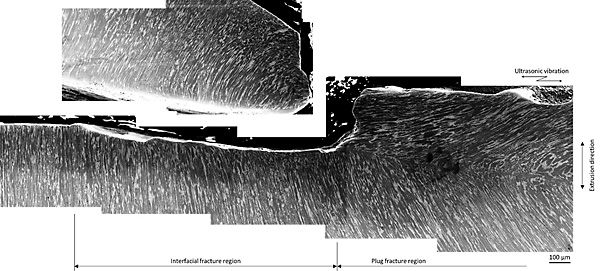
Figure 3 shows the microstructure around the crack taken in the cross-section. From this figure, the pull-out fracture mode was found to be distinguished in the interfacial fracture region at the end of the joints and the plug fracture region in the center of the joints. And, in the upper plate to which the ultrasonic vibration was directly applied, different microstructural evolution was observed in the interfacial fracture region and the plug fracture region. In the interfacial fracture region, the LPSO phases morphology was almost maintained that of the base metal in which the LPSO phases extended along the extrusion direction. However, a curved LPSO phases were formed around a boundary of the interfacial fracture region and the plug fracture region. And, the LPSO phases rearranged in the parallel to the vibration direction around the crack in the plug fracture region.
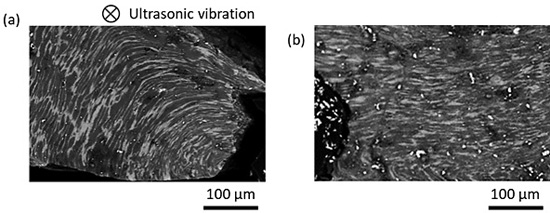
Figure 4 shows the microstructure around the crack taken in the cross-section orthogonal to the cross-section of Fig. 3. The microstructure evolution in the cross-section was also distinguished in the interfacial fracture region and the plug fracture region. Figure 4 (a) shows the microstructure around the crack in the interfacial fracture region and Fig. 4 (b) shows the microstructure around the crack in the plug fracture region. The microstructure evolution by the folding phenomenon was also same with the cross-section of Fig. 3, and the relationship between the microstructure evolution and the crack development was also same. It was exhibited that the folding phenomenon during the ultrasonic spot welding process also acted in the direction of 90° with the ultrasonic vibration from the results. And, it was suggested that the folding phenomenon is also effective in the direction of 90° with vibration direction.