Multi-function cavitation (MFC) we developed is one of the surface reforming techniques. The MFC has not only the high collapse pressure of water jet cavitation (WJC) but also the high temperature reaction point of Ultrasonic Cavitation (UC). This characteristic would provide the mechanical and electrochemical surface modification. In this study, round-bar specimens of cast aluminum alloy were used for the rotating bending fatigue test. In the WJC and MFC processing, the pump pressure is 35 MPa. Because WJC and MFC processing have the low directivity and the effect of going around unlike the shot peening, the residual compressive stress is given on the round shape surface effectively. After WJC processing, the surface residual stress was measured and the fatigue test was carried out. Here, the surface compressive stress was in the range from -50 MPa to -180 MPa. As a result of the rotating bending fatigue test of as received specimens and specimens after cavitation processing, the improvement of fatigue strength was recognized from the S-N curve obtained. It was found that the fatigue life of cast aluminum alloy is extended by the WJC processing from S-N curve.
(1) Experimental methods
The specimens used were aluminum alloy JIS AC4CH (ASTM A356-T6), and rotating bending fatigue tests of round bars were performed. A line of ink from a marker was applied to the specimens, and the detachment situation of the inked line after cavitation processing was observed. The specimen was protected with plastic tape and both ends of specimen were fixed in a vise.
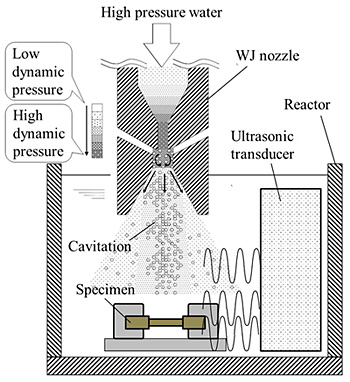
Figure 1 shows a schematic diagram of the multifunction cavitation processing equipment. WJC having a high pressure of approximately 1,000 MPa of cavitation collapse was applied to a round bar specimen and the residual stress was measured. Furthermore, multifunction cavitation: MFC with both ultrasonic cavitation (UC) and WJC was also applied. UC uses a microjet with a high-temperature reaction field (hot spots) of several thousand degrees Celsius. To carry out MFC, an ultrasonic wave oscillator was placed in the lateral direction of the WJ nozzle and the ultrasonic wave was irradiated to the water jet. When the isothermal expansion and the insulation compression are repeated by supersonic wave irradiation, the cavitation collapse in the specimen surface neighborhood produces a microjet with high temperature and high pressure. The cavitation specimens were processed by three kinds of processing conditions (As received, WJC, MFC), shown in Table 1. The specimens were processed under the conditions provided in the other cavitation study (Fig. 2) and tap water was used in this experiment. The specimens were processed from both sides of the round bar. The cavitation tended to go around the circumference of the specimen. The specimen conditions were as follows:
1) WJ pump discharge power: 35 MPa
2) Distance between WJ nozzle and specimen: 65 mm
3) Distance between nozzle and ultrasonic wave oscillation: 154 mm (MFC processing only).
4) Main nozzle diameter: φ 0.8 mm
5) Ultrasonic frequency: 28 kHz
6) Ultrasonic wave output: 225 W
7) Processing time: 2 min
(2) Experimental results and discussions
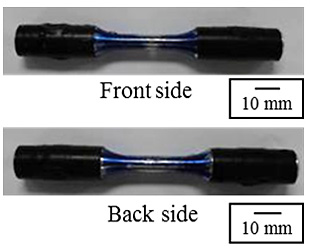
Photographs of a specimen after water jet cavitation are shown in Fig. 3. The top photograph is the front surface to the cavitation jet, and a bottom one is the back side to the cavitation jet. Because the experiment was performed with a fixed point jet, the center of the water jet formed at the center of the specimen. It was confirmed that the inked line marked on the specimen surface was peeled off by the cavitation. The peeled ink was also noticed on the back side by the turn-around effect.
The diffraction condition of Bragg as shown in equation (1) is used in the X-rays residual stress measurement. Because the crystal lattice of materials is deformed when stress acts, lattice space of changes. The change of is detected as diffraction angle , and the residual stress is calculated.
| 2dsinθ=πλ | (1) |
Here, n is a positive integer and λ is the wavelength of X-rays.
Figure 4 shows the result of the residual stress measurements. Five specimens, A–E, were compared, and it was found that a compressive residual stress was obtained for both the axial direction and the circumferential direction of the as-received specimens. For the WJC specimens, the compression residual stress was again obtained for both the axial direction and the circumferential direction. In addition, no significant changes were seen between the front sides and the back sides. Thus, as a result of irradiating high-pressure cavitation microjets of about 1,000 MPa on the surface of aluminum alloy, the surface was reformed and compression residual stress was obtained.
Figure 5 shows the results of the rotating bending fatigue test (50 Hz). This graph shows the S-N curve for ten as-received specimens, ten WJC specimens, and one MFC specimen. The improvement of the bending fatigue strength was approximately 15–20 MPa in the range from 1![]() 106 to 1
106 to 1![]() 107 cycles. The fatigue limit of the as-received specimens was 47 MPa. On the other hand, the fatigue limit of the WJC specimens was 71 MPa. The WJC results indicate a fatigue strength improvement of 51%. The reason for why fatigue strength was improved is as follows. It is thought that the tensile residual strength of surface was decreased and the compressive residual stress to suppress crack generation was given to the specimen surface by WJC processing. The result of the MFC specimen was not better than that of the WJC specimens. However, it is expected that the fatigue strength of MFC could be improved by adjusting the water jet condition and the ultrasonic condition to optimize the microjet pressure and temperature.
107 cycles. The fatigue limit of the as-received specimens was 47 MPa. On the other hand, the fatigue limit of the WJC specimens was 71 MPa. The WJC results indicate a fatigue strength improvement of 51%. The reason for why fatigue strength was improved is as follows. It is thought that the tensile residual strength of surface was decreased and the compressive residual stress to suppress crack generation was given to the specimen surface by WJC processing. The result of the MFC specimen was not better than that of the WJC specimens. However, it is expected that the fatigue strength of MFC could be improved by adjusting the water jet condition and the ultrasonic condition to optimize the microjet pressure and temperature.
The floating velocity of WJ cavitation (WJC) is lower than the Blake threshold in order to generate multifunction cavitation (MFC). In the present study, the velocity of WJC is considerably high, because the round-bar specimen is placed near the WJ nozzle. It is thought that the amount of cavitation, which collided on the specimen, is small, and the floating velocity of almost all cavitation did not decrease.
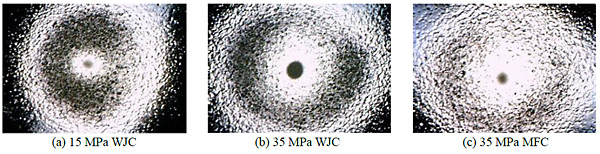
To determine the residual stress obtained by MFC, an experiment using a pure aluminum plate specimen was carried out. Fig. 6 shows an optical micrograph taken after MFC processing of the pure aluminum plate specimen. The specimen conditions were as follows:
1) WJ pump discharge power: 35 MPa
2) Distance between WJ nozzle and specimen: 65 mm
3) Distance between nozzle and ultrasonic wave oscillation: 154 mm
4) Main nozzle diameter: φ 0.8 mm
5) Ultrasonic frequency: 28 kHz
6) Ultrasonic wave output: 225 W
7) Processing time: 3 min
The compression residual stress on the pure aluminum plate was measured after MFC. As shown in Fig. 6, the compression residual stresses of MJC with 35 MPa pump discharge power are –42.27 MPa in the X-direction (circumferential direction) and –40.57 in the case of the full-width-at-half-maximum method in the Y-direction (radial direction). These stresses are higher than those of 15 MPa WJC and 35 MPa WJC (Table 2). Furthermore, the number and size of peening marks are larger than those of 15 MPa WJC and 35 MPa WJC, as shown in Fig. 7. These results suggest that the residual and fatigue stresses might increase, if the floating velocity of almost all cavitation is lower than the Blake threshold in the case of the round-bar specimen.