The need for joints between dissimilar materials often arises in industrial applications with complex functions, with it being particularly important to develop a sound joining technique that reduces weight and fuel consumption in the transportation industry. From a structural design viewpoint, multi-material structures created from aluminum and magnesium alloys provide an effective means of creating lightweight hybrid constructions. However, conventional welding techniques tend to produce hard and brittle intermetallic compounds (IMCs) that have a detrimental effect on the joint′s strength. Brazing is one of the simpler processes that can be used to join dissimilar materials, but even this has problems with regards to ensuring a high quality join. The use of a laser as the heat source for brazing (laser brazing) has been suggested as a way of overcoming this, with the authors having previously reported on the use of laser brazing to the dissimilar joining of aluminum alloy and magnesium alloy by exploring the bead formation and joint characteristics produced by a fiber laser. In this study, insert metal was applied between A5052 aluminum alloy and AZ31 magnesium alloy in order to suppress the formation of intermetallic compound (IMC). The objective of this study is to clarify the effects of interlayer metal on laser brazing of A5052/AZ31dissimilar alloys.
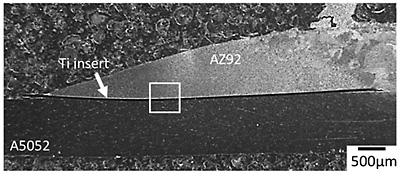
Figure 1 shows cross sectional image of an A5052/AZ31 laser-brazed joint with Ti interlayer. It was confirmed that AZ92 filler metal was successfully brazed on the Ti interlayer. In addition, it was also found that Ti interlayer didn’t melt by the brazed filler metal. Figure 2 shows EPMA mappings of the interface in the laser brazed joint (white square in Fig. 1). At the interface between Ti/A5052, Ti-Al series IMC with the thickness of 5µm was formed. On the other hand, there is no IMC at AZ92/Ti interface by appearance. TEM observation was carried out at AZ92/Ti interface. Ti-Al series IMC with the thickness of 200nm was observed. These results indicates that the joining of A5052/AZ32 laser brazing with Ti interlayer was achieved through thin intermetallic compounds of Ti-Al series are formed at the AZ92/Ti and Ti/A5052 interface respectively.
Figure 3 shows the Thickness of IMC in A5052/AZ31 joint with/without Ti interlayer. The joint without interlayer was referred from our previous report. TEM observation was carried out at the interface of AZ92/Ti. Ti3Al with the thickness of 200nm was formed at the AZ92/Ti by the reaction of titanium and small amount of aluminum, whereas Al3Ti with the thickness of 5µm was formed at Ti/A5052 interface by the reaction between titanium and local-melted aluminum, respectively.
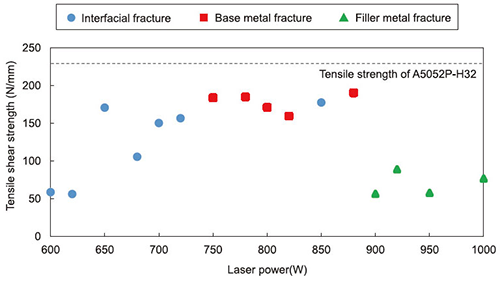
Figure 4 shows the results of tensile shear testing of the laser brazed joints with various laser power. Tensile shear strength was significantly increased using Tinterlayer. At the laser power of 750-880W, fracture was mainly occurred at A5052 base metal, clearly indicating that joining was successfully achieved. The maximum value of 191 N/mm achieved 880W is about 80% that of the A5052 base metal (235 N/mm).
In conclusion, a laser-brazed joint was successfully obtained through thin intermetallic compounds of Ti-Al series are formed at the AZ92/Ti and Ti/A5052 interface respectively. Tensile shear strength was increased using Ti interlayer. The maximum value of 191 N/mm achieved 880 W is about 80% that of the A5052 base metal (235 N/mm).