For the more widespread use of porous materials in structural components, improvement in the strength-mass relationship is a crucial technical target because porous structures tend to be accompanied by low specific strength. To improve strength-mass relationship of a closed-cell type aluminum foam, friction stir powder incremental forming (FSPIF) process was applied to form nonporous skin surface layer on the foam surface from aluminum powder. Relationship between the formation conditions and the formed thickness of the skin layer is investigated. The formation mechanism of the skin layer from the powder is investigated by microscope observation. The strength-mass relationship is discussed from the compressive deformation behavior of the foam with the skin layer in a uniaxial compression test.
Figure 1 shows the illustrations of IH and FSIF in FSPIF process for the aluminum foam which surface pores are filled with the aluminum powder. Before FSPIF process, the powder was manually supplied to the surface pores using a sieve. At first, the powder and the cell wall of the foam surface were incrementally pressed by the rod-shaped tool without rotation (IH process), then the pressed powder and cell walls were incrementally stirred by the tool with high rotation rate (FSIF process). FSPIF process was performed using on a 3-axis NC milling machine. The rod-shaped tool with a surface roughness of Ra = 1.6 µm was made of a high speed tool steel. The tool diameter was ![]() 6 mm, while the end shape of the tool was flat with a corner radius of 1 mm. The diameter at the flat end surface was equal to the mean pore diameter of the foam (
6 mm, while the end shape of the tool was flat with a corner radius of 1 mm. The diameter at the flat end surface was equal to the mean pore diameter of the foam (![]() 4 mm). According to our previous study, the forming conditions are set as follows; the rotation rate (ω) of the tool was 8000 rpm, the pushing pitch (pz) in the z direction was 0.5 mm, the feed rate (f) of the tool was 60 mm/min in the y direction, and the feed pitch (px) of the tool was 0.5 mm in the x direction in FSIF process. The forming conditions in IH process were set to ω = 0 rpm and px = py = pz = 0.5 mm. The maximum path number in the z direction was n = 20 (maximum total forming depth npz = 10 mm).
4 mm). According to our previous study, the forming conditions are set as follows; the rotation rate (ω) of the tool was 8000 rpm, the pushing pitch (pz) in the z direction was 0.5 mm, the feed rate (f) of the tool was 60 mm/min in the y direction, and the feed pitch (px) of the tool was 0.5 mm in the x direction in FSIF process. The forming conditions in IH process were set to ω = 0 rpm and px = py = pz = 0.5 mm. The maximum path number in the z direction was n = 20 (maximum total forming depth npz = 10 mm).
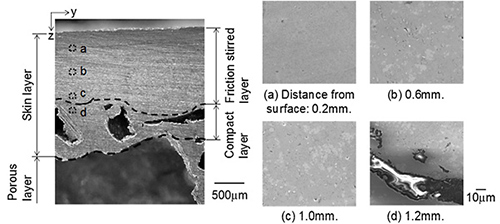
Figure 2 shows the OM and the scanning electron microscope (SEM) images of the y-z cross-section of the skin layer formed with FSPIF process with npz = 7 mm. The skin layer was formed on the foam surface without deforming the porous structure of the inside of the foam. The formed skin layer was composed of two layers; the friction stirred layer in the upper part and the compact layer in the lower part. The pores were not observed in the friction stirred layer (Fig. 2(a)-(c)) which relative density was above 0.90. On the other hand, the deformed pores of the foam were observed in the compact layer (Fig. 2(d)) which relative density was 0.60-0.90. It is suggested that the friction stirred layer is formed by stirring of the powder and the cell wall by tool rotation, while the compact layer is formed by buckling and bending of the cell wall.
Figure 3 shows the mean formed thicknesses of the skin, friction stirred, and compact layers as a function of the total forming depth (npz) in FSPIF and FSIF processes. Here FSIF process in FSPIF process was commenced after IH process with npz = 2 mm. As above mentioned, the skin layer was composed of the friction stirred and the compact layers. Although the skin layer was not formed during IH process (npz < 2 mm) in FSPIF process, the thickness of the skin layer increased with increases in the total forming depth in FSPIF and FSIF processes. Since the friction stirred layer was reported to play an important role of improving the strength–mass relationship of the foam with skin surface layer in our previous studies, the thickness of the friction stirred layer was paid attention in this paper. The friction stirred layer in FSPIF process was 2.7–5.6 times thicker than that in FSIF process, while the compact layer in FSPIF process was 0.5–0.8 times thicker than that in FSIF process with npz > 5 mm.
To verify the effect of the skin surface layer formed by FSPIF process on the strength–mass relationship of the foam with skin surface layer, the compressive deformation behavior of the aluminum foam with the skin layer (sandwich structure) was investigated by a uniaxial compression test. Three types of the specimens were prepared; (a) aluminum foam specimen without a skin layer (as-received aluminum foam), (b) aluminum foam specimen with skin layers formed from aluminum powder by FSPIF process, and (c) aluminum foam specimen with skin layers formed from cell wall by FSIF process. The specimens (a)-(c) were cubic in shape with dimensions of 25 mm ![]() 25 mm
25 mm ![]() 25 mm (including the skin layers). The skin layers of the specimens (b) and (c) were formed on the lateral four surfaces of the cube. The thicknesses of the skin layers were 1.0 mm and 0.6 mm in the specimens (b) and (c), respectively. The initial bulk densities (ρ0) of the specimens (b) and (c) were 0.53 Mg/m3 and 0.43 Mg/m3, respectively. The uniaxial compression test was performed using a material testing machine. The compression direction of the specimen was parallel to the four formed skin surfaces, the compression speed was 2.5 mm/min, and the initial strain rate was 1.6
25 mm (including the skin layers). The skin layers of the specimens (b) and (c) were formed on the lateral four surfaces of the cube. The thicknesses of the skin layers were 1.0 mm and 0.6 mm in the specimens (b) and (c), respectively. The initial bulk densities (ρ0) of the specimens (b) and (c) were 0.53 Mg/m3 and 0.43 Mg/m3, respectively. The uniaxial compression test was performed using a material testing machine. The compression direction of the specimen was parallel to the four formed skin surfaces, the compression speed was 2.5 mm/min, and the initial strain rate was 1.6 ![]() 10-3 s-1.
10-3 s-1.
Figure 4 shows the specific plateau stress (σpl/ρ0) and the plateau end strain (εpl) of the specimens with the skin layers in a uniaxial compression test. Here the friction stirred layer was not formed in IH process with npz = 5 mm, while the compact layer with mean thickness of 1.0 mm was formed. Regardless of the formation process of the friction stirred layer, the specific plateau stress and the plateau end strain increased with increases in the thickness of the friction stirred layer. Since the plateau end strain generally decreases with increases in the specific plateau stress in compression of the foam (no skin layer), the increase in both the specific plateau stress and the plateau end strain is a distinctive behavior in the foam specimen with the friction stirred layer. Further improvements in the specific plateau stress and the plateau end strain were not obtained at thicker than 0.7 mm in the friction stirred layer because the bulk density of the specimen increased with increases in the thickness of the friction stirred layer. In consideration of combination of the sandwich structure and the increase of bulk density, the specific plateau stress and the plateau end strain were improved up to maximum 1.6 times greater in these forming conditions (shape and volume).