Titanium alloys have high specific strength (strength/density) and corrosion resistance. Due to dimensional accuracy, titanium alloys are machined using a metal removal process. Titanium alloys have low thermal conductivity and show high chemical reactivity with many cutting tool materials. Therefore, in cutting titanium alloys, as the cutting temperature is higher, and strong adhesion at the interface between the cutting tool and the chip occurs, the tool wear becomes large. The machinability of titanium and its alloys is poor due to the inherent properties of the materials. In cutting Ti-6Al-4V alloy, complex wear mechanisms such as adhesion and diffusion are caused at higher cutting speeds. Therefore, in cutting Ti-6Al-4V alloy, a slower cutting speed is necessary than that in cutting carbon steel.
To improve productivity, a high-speed cutting method is desired. In high-speed cutting, because the cutting temperature increases greatly, the tool materials are required to have both excellent wear resistance and heat resistance. For cooling and reducing tool wear, a wet cutting method is effective.
Due to the increase of the cutting fluid flow rate by injecting fluid at high pressure into the cutting edge, the cutting temperature decreases and the flank wear decreases. High-pressure coolant cutting, which supplies coolant to the cutting part at high pressure, is effective for lowering the cutting temperature and reducing the tool wear. Furthermore, by supplying high-pressure coolant, the chip breakage performance is also improved. For this reason, high-pressure coolant cutting is used for cutting of difficult-to-cut materials such as titanium alloy and Inconel.
However, in the threading turning and the grooving turning of Ti-6Al-4V alloy with a high-pressure coolant supply the effects of the coolant pressure on the cutting performance have not been reported.
In this study, in threading turning and grooving turning of Ti-6Al-4V alloy with a high-pressure coolant supply, in order to identify an effective PCD tool for the high-speed cutting of Ti-6Al-4V, the effects of the diamond content and the diamond particle size on the tool wear were experimentally investigated. As the Ti-6Al-4V alloy was threading turned and grooving turned with a high-pressure coolant supplied, the chip configurations and the tool wear were experimentally investigated.
The work material used was Ti-6Al-4V.
Turning tests were conducted on a universal lathe (Type SL-25, DMG MORI COMPANY LIMITED) by adding a variable-speed drive. The driving power of this lathe was 11/15 kW and the maximum rotational speed was 4200 min-1.
The high-pressure coolant unit used was HIPRECO185-20 (TOKUPI Corporation). The coolant used was a water-soluble coolant (YUSHIROKEN FGS650), and the coolant concentration dilution was 10% ± 3%. The coolant supply system was a conventional coolant supply system, namely the coolant was supplied from an external nozzle, and was a low pressure coolant supply system. In the case of the low pressure coolant supply system, the coolant pressure “P” was P = 0.2 MPa (low pressure coolant cutting) and P = 20 MPa (high-pressure coolant cutting).
A. Cutting Performance in Threading Titanium Alloy with a High-Pressure Coolant Supply
The threading insert used was 16EL15ISO. This insert is a metric (ISO) 60° external threading insert, and a full profile type. The threaded cutting insert was attached to the tool holder SEL2525M16-CHP (Tungaloy Corporation), which is an external thread turning holder. The cutting material used was an un-coated ISO K10 cemented carbide, which is a commercially available insert.
The method used for threading infeed is called “radial infeed”. The total depth of the thread is 0.812 mm and the chip areas are constant for these infeed depths per pass.
The pressurized coolant was directed via two nozzles on the tool holder and the coolant was injected at high pressure into both the rake face and flank face by nozzles “A” and “B” respectively, as shown in Fig. 1. Ti-6Al-4V titanium alloy was cut by the external thread turning method with a high-pressure coolant supply at a cutting speed Vc of 1.0, 1.5 m/s, a feed rate f of 0.15 mm/rev (Pitch of thread), and a total depth of cut ap of 0.812 mm.
The tool wear was experimentally investigated.
Figure 2 shows the flank wear width in threading turning of Ti-6Al-4V alloy with pressurized coolant supply and a conventional coolant supply at a cutting speed of 3.0 m/s and a cutting distance of 64.9 m. In this figure, C. C. S. is the conventional coolant supply method. Comparing the conventional coolant supply method and the pressurized coolant supply method, the flank wear width of the pressurized coolant supply method is smaller than that of the conventional coolant supply method. Furthermore, comparing the coolant pressures in the case of the pressurized coolant supply method, the flank wear width decreases with the increasing of coolant pressure, and the flank wear width VB becomes significantly smaller.From the above, it was found that the high-pressure coolant supply method at a coolant pressure of 20 MPa is effective for improving the wear-resistance of the tool.
B. Cutting Performance in Grooving Titanium Alloy with a High-Pressure Coolant Supply
The grooving insert used was DGM3-020 (Tungaloy Corporation, groove width: 3 mm). Grooving insert “DGM” is the double-ended inserts for external grooving and parting off, 2 corner type. The grooving insert was attached to the grooving turning tool holder CTEL2525-3T25-CHP (Tungaloy Corporation), which is an external grooving turning holder. The cutting material used was a PVD-coated cemented carbide, which is a commercially available insert.
The pressurized coolant was directed via a nozzle on the tool holder and the coolant was injected at high pressure into the rake face by nozzle as shown in Fig. 3. Ti-6Al-4V titanium alloy was cut by the external grooving turning method with a high-pressure coolant supply at a cutting speed “Vc” of 2.0, 3.0 and 4.0 m/s, and a feed rate “f ” of 0.1 mm/rev.
The tool wear was experimentally investigated.
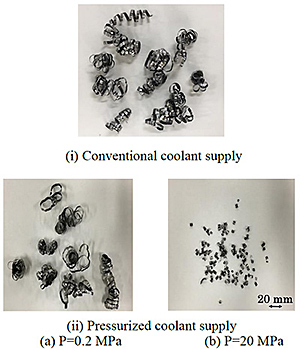
Figure 4 shows the chip configurations in grooving turning of Ti-6Al-4V at a cutting speed of 4.0 m/s and a diameter of workpiece of 64.5 mm. In the case of the conventional coolant supply cutting and the low-pressure coolant supply cutting (coolant pressure: 0.2 MPa) shown in Figs. (a) and (b), the chip is not broken short. On the other hand, in the case of the high-pressure coolant supply cutting (coolant pressure: 20 MPa) shown in Fig. (c), the chip is broken short.
From the above, it was found that the high-pressure coolant supply method is effective for improving the chip breakage performance.
The grooving turning of Ti-6Al-4V was carried out and the wear progress was investigated. Figure 5 shows the flank wear width in grooving turning of Ti-6Al-4V alloy with the conventional coolant supply and the high-pressure coolant supply at a cutting speed of 4.0 m/s. In the case of the conventional coolant supply, the flank wear width at a cutting distance of 106.2 m becomes large because a large fracture of the cutting part occurred on the flank and rake face,. On the other hand, in the case of a pressurized coolant of 20 MPa, due to the fracture that oc-curred on the left side flank face, the maximum value of the flank wear width on the left side of the flank face “VBl” is about 0.2 mm. However, the flank wear width of the corner “VB” is about 0.1 mm, which is very small. It is considered that chips clog up the cutting part as the main cause of such large fracture of the cutting part.
In this study, Ti-6Al-4V alloy was threading turned and grooving turned with a pressurized coolant supplied, and the chip configurations and the tool wear were experimentally investigated.
The following results were obtained:
Cutting Performance in Threading Turning Titanium Alloy with a Pressurized Coolant Supply
(1) The main tool failure of un-coated ISO K10 cemented carbide was flank wear with a pressurized coolant supply.
(2) Comparing the conventional coolant supply method and the pressurized coolant supply method, the flank wear width of the pressurized coolant supply method was smaller than that of the conventional coolant supply method.
(3) Comparing the coolant pressures in the case of the pressurized coolant supply method, the flank wear width decreased with the increasing of coolant pressure, and the flank wear width “VB” became significantly smaller.
Cutting Performance in Grooving Turning Titanium Alloy with a Pressurized Coolant Supply
(1) The high-pressure coolant supply method was effective for improving the chip breakage performance.
(2) In the case of the conventional coolant supply cutting, the fracture of the cutting part was becoming bigger at a cutting distance of 106.2 m. However, with the high-pressure coolant supply cutting, although wear is observed slightly on both sides of the flank face, no major fracture are seen.