The duplex embossing process is considered to be an advanced method to enhance the mechanical properties and function of sheet metal. When a plain sheet is subjected to embossing process, a periodic concave-convex structure will be exhibited. This structure would increase the bending rigidity. Also, some new “apparent” mechanical macroscopic properties will be shown which depend on both microscopic and sub-macroscopic structures. In this study, the Erichsen tests were conducted using duplex embossed sheets experimentally and analytically. The bulging formability of the duplex embossed sheet was investigated. Furthermore, from these results, the effect of such a sub-macroscopic structure on bulging deformation behavior and fracture style were also discussed.
Figure 1 shows schematic diagram of the embossing process together with tool and forming parameters. As shown in Fig. 1(a), many hemispherical punches with diameter of 2mm were fixed in a lattice pattern on an upper die and a lower die. In embossing, the lower die stayed at the initial place and only the upper die was made moved down into the lower die. Embossing height h is one of important forming parameters which are used to express an extent of the embossing process. Here, it was defined as a half of the final stroke of the upper die in an embossing process. Fig. 1(b) illustrates the periodic pattern given by the embossing process in this study. Here, embossing direction (E.D.) was defined as a direction that concavities made the densest straight line, and the direction was used as basal direction of the anisotropy resulted from embossing process. As for anisotropy derived from crystal texture, rolling direction (R.D.) was used as a basal direction. It was thought that interaction of these two anisotropies in different scales would decide actual apparent anisotropy of embossed sheets. So, an additional parameter γ was defined as angle deviation between R.D. and E.D..
Table 1 shows the embossing and experimental conditions. In this study, pure aluminum sheet (JIS A1050-O) with thickness of 0.8mm was used to fabricate the specimen. Size of each specimen was 90mm![]() 90mm. In order to investigate the effect of intensity of embossing process on the punch bulging formability, embossing was carried out on three conditions for embossing height h, which were 0mm(plain), 0.5mm, 1.0mm. And, to investigate the effect of interaction of two anisotropies in different scales, embossed sheets were prepared to have two kinds of angle deviation γ between two basal directions: γ = 0° and 45°.
90mm. In order to investigate the effect of intensity of embossing process on the punch bulging formability, embossing was carried out on three conditions for embossing height h, which were 0mm(plain), 0.5mm, 1.0mm. And, to investigate the effect of interaction of two anisotropies in different scales, embossed sheets were prepared to have two kinds of angle deviation γ between two basal directions: γ = 0° and 45°.
In this study, Erichsen test was conducted using a hydraulic pressing machine and the punch was controlled to run at the constant displacement rate of 1.0mm/min. During Erichsen test, punches and specimen were lubricated using graphite grease. The experimental set-up of Erichsen test was based on JIS standard. Specific information of this set-up is shown in Fig. 2. From an experimental test, the index of Erichsen (IE) can be obtained as the punch stroke when fracture occurs. The value is an index to evaluate bulging formability of a sheet metal.
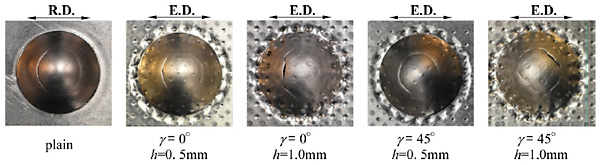
Figure 3 shows the fracture appearances of plain sheet and embossed sheets, respectively. From result, a circular arc shaped fracture, which is well known, could be seen in a plain sheet. As for embossed sheets with h = 0.5mm, it can be seen that the degree of embossing pattern became almost invisible after Erichsen test. And fracture styles for both γ = 0° and 45° also shown circular arc shaped fracture similar with plain sheet. On the other hand, as for the embossed sheets with h = 1.0mm, it can be found that the embossing structure still remain to some extent. There exhibited a unique fracture style which is different from that of plain sheet. It seems like octagon shape.
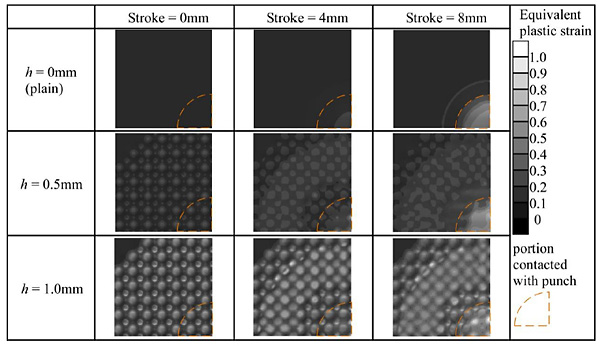
In order to investigate the bulging deformation behavior of duplex embossed sheet in Erichsen test, FEA simulation was also conducted. In this study, isotropic material was assumed in order to confirm bulging deformation behavior which is derived from the embossing structure only has. Table 3 shows the comparison of equivalent plastic strain distribution of embossed sheets. Paying attention to the portion which was subjected to bulging deformation. With increasing punch stroke in Erichsen test, plastic deformation of plain sheet (h = 0mm) became larger and varied uniformly due to isotropic material model was assumed. As for embossed sheets, it can be clearly seen that, color at the regions between bosses became lighter as stroke increased. It is thought that the plastic deformation became larger at this region. Furthermore, as for the embossed sheet with h is 0.5mm, this periodic pattern at the portion under bulging deformation became almost invisible and only varied a little in different embossing direction. It seems like quasi-uniform and similar with plain sheet. On the other hand, as for the embossed sheets with h is 1.0mm. The periodic pattern still visible even if the punch stroke developed very much. Plastic strain distribution of portion under bulging deformation seems close to four-fold symmetry. It is thought to be an important impact factor of bulging deformation behavior, and lead to this unique fracture style different from plain sheet.
From the results obtained from this study, it could be thought that, embossing structure is not very strong when h is relatively small. Bulging deformation behavior of embossed sheets would majorly depend on crystal texture. So, embossed sheet would exhibit a deformation behavior and a fracture style similar to plain sheet. On the other hand, when h is higher, effect of embossing structure would dominate the apparent bulging deformation behavior.