In this study, the effect of heat treatment conditions on microstructure and superelasticity of Ti-4.5Al-3V-2Fe-2Mo (mass%) alloy was investigated by scanning electron microscopy with electron backscattered diffraction (SEM/EBSD) and loading-unloading tensile tests. Ti-4.5Al-3V-2Fe-2Mo alloy, commercially called SP-700, has been widely utilized in aerospace engineering as a structural material. SP-700 has superior cold workability and superplasticity to Ti-6Al-4V, and has been adopted for spherical gas tank liners fabricated by superplastic blow forming and subsequent welding for rockets at ISAS/JAXA. Recently, we revealed that a martensitic transformation from β (bcc) to α" (orthorhombic) and related superelasticity (SE) and shape memory effect (SME) can be induced in SP-700 after heat treatment at above 1073 K, followed by quenching. SE is attained at room temperature (RT) when the austenite transformation start temperature (As) is below RT. A higher heat treatment temperature increases As above RT and retains α″ martensite at RT, resulting in SME. Unlike NiTi shape memory alloys, SP-700 is available as commercial, large standard-sized plates (![]() 1.5 m
1.5 m ![]() 2.5 m) because of the good workability. Therefore, coexistence of cold workability, superplasticity, and SE or SME in large SP-700 plates is expected to enable novel SE or SME applications, which cannot be attained in NiTi. At ISAS/JAXA, foldable rocket/satellite parts designed by utilizing SE is under consideration to make an effective use of the limited space in rockets. Such design requires welding processes for manufacturing, though welding creates heterogeneous microstructure that consists of coarsened grains in the welded zone and fine grains in heat-affected zones. Therefore, a solution treatment at above β transus to the whole part, including welded zones, should be considered for microstructure homogenization along with its effect on the SE property. Therefore, the effect of solution treatment and subsequent intermediate-temperature heat treatment on the microstructure and SE properties of SP-700 was investigated.
2.5 m) because of the good workability. Therefore, coexistence of cold workability, superplasticity, and SE or SME in large SP-700 plates is expected to enable novel SE or SME applications, which cannot be attained in NiTi. At ISAS/JAXA, foldable rocket/satellite parts designed by utilizing SE is under consideration to make an effective use of the limited space in rockets. Such design requires welding processes for manufacturing, though welding creates heterogeneous microstructure that consists of coarsened grains in the welded zone and fine grains in heat-affected zones. Therefore, a solution treatment at above β transus to the whole part, including welded zones, should be considered for microstructure homogenization along with its effect on the SE property. Therefore, the effect of solution treatment and subsequent intermediate-temperature heat treatment on the microstructure and SE properties of SP-700 was investigated.
A commercial SP-700 plate with 1 mm in thickness supplied by JFE Steel Corporation was used in this study. The chemical composition of the as-received plate is shown in Table 1. Heat treatment conditions consist of two steps: First, presence or absence of solution treatment (ST) at 1223 K for 10.8 ks and, second, subsequent heat treatment at 1073 K for 10.8 ks for adjusting α/β volume fraction ratio to induce SE. The microstructure, including texture of β, was analyzed by SEM/EBSD. Loading-unloading tensile tests were carried out at RT along rolling direction (RD) with tensile strain up to 3%.
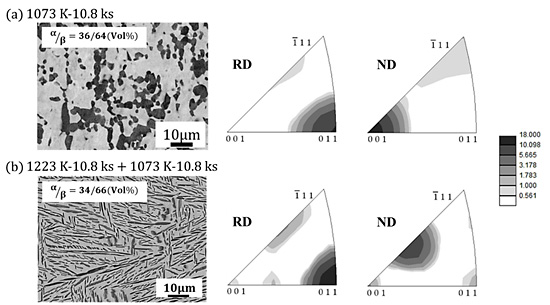
Figure 1 shows SEM images of the specimens heat-treated under the conditions of 1073 K-10.8 ks and 1223 K-10.8 ks (ST) + 1073 K-10.8 ks, with corresponding inverse pole figures (IPFs) of the ß austenite for the RD and the normal direction (ND) of the rolling plane. The two heat-treated specimens have almost the same a/ß volume fraction, which is smaller than that of the as-received specimen (a/ß = 70/30 (vol%)) and consistent with our previous report of the a/ß volume fraction of SP-700 heat-treated at 1073 K followed by quenching. Therefore, the duration of 10.8 ks at 1073 K is enough for the specimens to reach the phase equilibrium. The 1073 K-10.8 ks specimen had globular a and ß grains of about 3 µm in diameter. On the other hand, the ST + 1073 K-10.8 ks specimen had fine, needle-shaped a with 1 µm thickness, which precipitated in coarsened ß grains of about 500 µm diameter with the Burgers orientation relationship ( {110}ß //(0001)a , <111>ß // [1120]a). The a phase in the as-received material totally disappeared during solution treatment and ß phase transformed to twinned α" martensite of 100% volume fraction during subsequent quenching. Therefore, heat treatment at 1073 K for the ST specimen decomposed α" phase into a + ß phase, and needle-shaped a was considered to be formed on the twin boundaries of α" martensite. The IPFs reveal that a strong {001}ß <110>ß texture was formed by heat treatment at 1073 K for 10.8 ks, while a strong {113}ß <110>ß recrystallization texture was observed in the ST + 1073 K-10.8 ks specimen. Although textures are different for the heat-treated specimens, the crystal orientation along the RD is the same (<110>ß ). Similar {001}ß <110>ß deformation texture and {112}ß <110>ß recrystallization texture have been reported in metastable ß-type titanium alloys.
Figure 2 shows the stress-strain curves of the specimens obtained by loading-unloading tensile tests with the tensile strain up to 3% at RT. The yield stress corresponds to stress-induced martensitic transformation. The stress for inducing martensitic transformation (σSIM: ~670 MPa) and shape recovery strains, including elastic and SE strains (~2%), were almost the same in both the heat-treated specimens. The σSIM and recovery strain are known to depend on the chemical composition related to β stability and lattice parameters of α″ martensite, crystal orientation, and grain size of β austenite. It is inferred that the chemical composition of β austenite is the same in both the heat-treated specimens because the α/β volume fraction ratios are almost the same. The heat-treated specimens have the same β crystal orientation of <110>β in the RD with nearly the same texture intensity. Therefore, the effects of the chemical composition and texture on the σSIM and recovery strain are not significant. In metastable β-type titanium alloys, it has been reported that specimens solution-treated at around 1173 K tend to have inferior SE to ones heat-treated at an intermediate temperature of around 873 K due to larger grain sizes and lower dislocation densities. Increasing grain sizes reduces the restriction of grain boundaries to martensitic transformation and increases transformation temperatures, resulting in a decrease in SE recovery strain. In addition, the strength of β austenite decreases with increasing grain size, and dislocations are easily induced during stress-induced martensitic transformation, which also decreases SE recovery strain. However, shape recovery strain was retained in SP-700 subjected to solution treatment and subsequent heat treatment, although β austenite grains became large (~500 µm), as shown in Fig. 1. This is because needle-shaped α phase that precipitated in β grains contributed to suppress the increase in transformation temperatures and the introduction of dislocations by precipitation hardening.
We obtained the following conclusions:
(1) The specimen heat-treated at 1073 K for 10.8 ks had globular a and ß grains and {001}ß <110>ß deformation texture, while the specimen solution-treated at 1223 K for 10.8 ks followed by heat treatment at 1073 K for 10.8 ks had needle-shaped a in coarsened ß grains and {113}ß <110>ß recrystallization texture.
(2) The needle-shaped a restricted the size of the transformation regions in ß austenite and also increased ß strength by precipitation hardening, which suppressed the decrease in the stress for inducing martensitic transformation and shape recovery strain. Therefore, almost the same superelastic properties were obtained in both the heat-treated specimens along the rolling direction.
We appreciate the funding support from the Light Metal Educational Foundation, Inc.