Selective laser melting (SLM) is an additive manufacturing method in which three-dimensional structures are formed by repeated melting and solidification of a metal powder by a laser. SLM has been applied to cast Al alloys containing 10% to 12% Si. The microstructure of these alloys features a half-cylindrical melt pool and a eutectic Si cellular structure formed by quenching solidification due to the repeated laser scanning melting and solidification. Fe is usually present in the Al alloy as an impurity. If the cooling rate during casting is slow, an addition of Fe causes coarse plate-like β-Al5FeSi to crystallize, substantially decreasing toughness However, because Fe has a low diffusion rate in Al, Fe-containing compounds can be used as a dispersion-strengthening phase at high-temperatures. Thus, if an extremely high cooling rate is achieved by SLM, it is expected that Al alloys with a high Fe content could be produced without ductility deterioration. In the present work, we use SLM to produce alloys obtained by adding 3 to 5 wt % Fe to existing heat resistant Al alloys and we evaluate their high-temperature mechanical properties in relation to the alloy microstructure.
Table 1 shows the composition of the alloys prepared in this study. The chemical composition of these alloys based on a conventional heat-resistant alloy AlSi-12CuNiMg (known as AC8A in Japan), and 3% or 5% Fe added to it. The sample equivalent to the chemical composition of the conventional alloy is referred to as Base alloy, and the samples containing 3% and 5% Fe are referred to as Base + 3Fe and Base + 5Fe, respectively. Two series of samples with different heat treatment sequences for the SLM bodies were prepared. In the first series, the samples were annealed at 300°C after heat treatment equivalent to T6, 510°C-2 h (water quenching) followed by 170°C-4 h (air cooling). In the second series, the samples were annealed at 300°C. The first series of samples is called SLM-T6 and the second is called SLM-annealed. For comparison, two series of mold-cast samples made from Base alloy and Base + 3Fe alloy powders were prepared and subjected to the same heat treatment sequences. The series subjected to T6 heat treatment is called cast-T6, and the series annealed at 300°C is referred to as cast-annealed. All the samples were annealed at 300°C for 10 h followed by air cooling before processing to tensile test piece. To remove strain, the tensile test pieces were subjected to additional strain-relieving annealing at 300°C for 2 h. The tensile test was carried out at 300°C. The test piece was placed in an electric furnace, and after holding the furnace temperature at 300°C for about 1 h. The microstructures were characterized by observing the backscattered electron (BSE) images obtained by field-emission scanning electron microscopy and the high-angle annular dark field (HAADF) images obtained by scanning transmission electron microscopy.
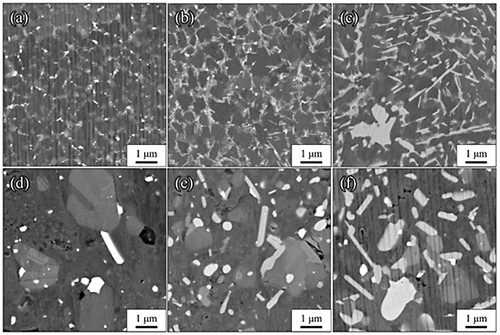
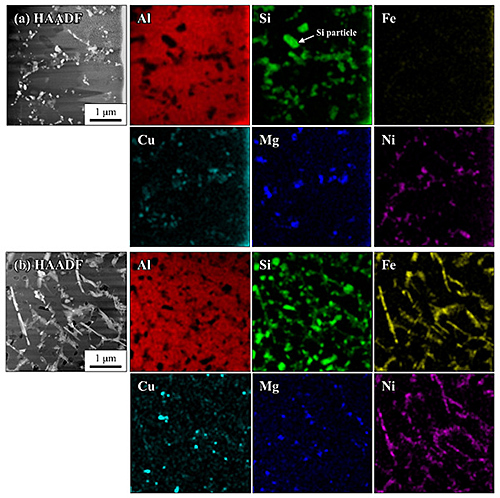
Figure 1 shows the true stress-true strain curves of the SLM-annealed, cast-annealed, SLM-T6, and cast-T6 materials at 300°C. The ultimate tensile strength (UTS) of the SLM-annealed Base alloy was 77 MPa and the elongation to fracture was about 31%. On the other hand, The UTS and the elongation to fracture for cast-annealed Base alloy were 67 MPa and 11%, respectively. The alloy produced by SLM has good ductility but does not differ much from the cast material in high-temperature strength. However, The SLM-annealed Fe-containing alloys showed higher UTS than the SLM-annealed Base alloy at 300°C. The UTS of the SLM-annealed Base + 3Fe and Base + 5Fe alloys at 300°C were 165 and 185 MPa, respectively. The UTS increased with the amount of Fe. The UTS of the cast-T6 Base alloy which can be considered as the conventional AlSi-12CuNiMg alloy was 94 MPa. The UTS of the SLM-annealed Base + 5 Fe alloy at 300°C reaches about twice that of the cast-T6 Base alloy. The high-temperature strength of the Base alloy produced by casting was increased by the T6 heat treatment. In contrast, for alloys made with SLM, T6 heat treatment caused a reduction in strength. This deterioration of the UTS was remarkable in the Fe-containing alloys. Figure 2 shows the SEM-BSE images of the SLM-annealed and SLM-T6 Base, Base + 3Fe, and Base + 5Fe alloys. In the SLM-annealed materials, second-phase particle cells were observed. In the Base alloy, there was a small amount of bright equiaxed particles, whereas in the Fe-containing alloys, there was a large amount of bright rod-shaped particles. In the SLM-T6 materials, both bright equiaxed particles and bright rod-shaped particles were coarsened and no cellular structure was observed. Figure 3 shows the STEM-EDS mapping of the constituent elements of the second-phase particles in the SLM-annealed Base and Base + 3Fe alloys. In the SLM-annealed Base alloy, Si, Mg and Cu-Ni particles formed cellular structure. In the SLM-annealed Base + 3Fe alloy, in addition to these particles, there were many rod-shaped particles consisting mainly of Fe, Si and Ni. In the EDS element map, particles only enriched with Si were eutectic Si. Because the high-temperature strength does not increase only with the fine cellular Si particles, we concluded that the fine dispersion of rod-shaped Fe-Si-Ni particles was the main reason that the SLM-annealed Base + 3Fe and Base + 5Fe alloys had excellent high-temperature strength. These fine particles were present even after annealing at 300°C for 12 h; thus, they were stable at temperatures up to 300°C and were useful for dispersion strengthening at high-temperature. In the annealed material, the rod-shaped Fe-Si-Ni particles formed cells together with Si particles. In future research, we intend to examine the effects of the cellular particle distribution and morphology on the high-temperature strength.