From the viewpoints of mass production and orientation control, graphite with different particle sizes and contents was incorporated into Al matrix, and Al-graphite composites were fabricated by a hot-extrusion process. Moreover, to improve the distribution and orientation of graphite in the composites and their TC values, some Al/graphite green compacts were rotated 90° and then subjected to hot extrusion at 450°C.
Figure 1 shows the variations of relative density of the hot-extruded Al/graphite samples with different graphite particle sizes and contents. The relative density of all the samples decreased with increasing the graphite content. This indicates that the existence of graphite inhibits the deformation of Al matrix and densification of the composites. For the monomodal samples, as the particle size of graphite increased, the relative density became higher. It is assumed that larger graphite particles lead to fewer Al/graphite interfacial areas, which result in a smaller inhibition effect of graphite on densification of the Al matrix. On the other hand, it has been confirmed that the 90°-rotated sample showed higher density value compared to the non-rotated sample. Moreover, for the bimodal samples, the relative density of the extruded samples did not decrease as remarkably as those of the monomodal samples and exhibited higher values at graphite contents of 40 and 60vol%.
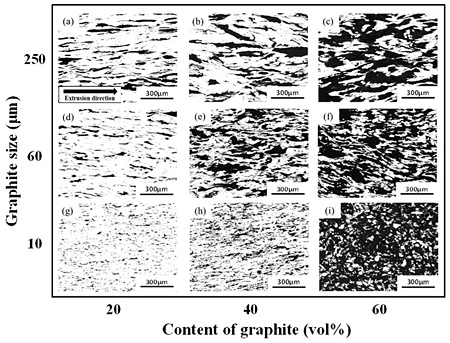
Figure 2 shows the SEM images on longitudinal sections of the monomodal samples with different graphite sizes and contents. The graphite was mainly distributed along the extrusion direction. This tendency seems to be weakened and the thickness of the deformed graphite became larger with increasing the graphite content. The preferred orientation of graphite along the extrusion direction is believed to be associated with the shear deformation occurred during extrusion, because graphite can be easily deformed along the basal plane due to its layered structure. As the graphite size decreased, both the length and thickness of the deformed graphite were reduced, and the graphite showed more homogeneous distributions within the Al matrix.
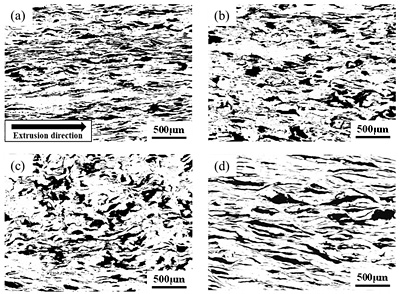
Figure 3 shows the SEM images on longitudinal sections of the samples extruded at different temperatures. With the increase in extrusion temperature (Figs. 3(a)-(c)), the aspect ratio of the graphite became smaller and its distribution along the extrusion direction became weaker. The changes in morphology and distribution of the graphite in Al/graphite composites with extrusion temperature are likely to be due to the difference in deformation resistance between Al and graphite. Because as temperature increased, the deformation resistance of graphite is almost unchanged, while that of Al rapidly decreases. In comparison with Figs. 3(b) and (d), it is obvious that the distribution of graphite along the extrusion direction became stronger in the 90°-rotated sample. Moreover, the breakage of graphite was reduced evidently, which led to fewer Al/graphite interfaces.
Figure 4 shows the thermal conductivity (TC) in the extrusion direction of hot-extruded Al/40vol% graphite samples as a function of extrusion temperature. The TC value increased as the extrusion temperature increased from 400 to 450°C. This is mainly attributed to the grain growth at a higher extrusion temperature, which causes reduction in scattering of phonons at grain boundaries. However, as the extrusion temperature further increased from 450 to 500°C, the TC decreased and thus reached a peak at 450°C. A lower TC value at 500°C is likely to be due to a significant reduction in orientation degree of graphite.
Figure 5 shows the graphite content dependence of TC of the monomodal, bimodal, and 90°-rotated samples extruded at 450°C. For the samples with the monomodal graphite powders, as the graphite content increased, the TC in the extrusion direction increased gradually in Al/graphite (250µm) samples, whereas the TC had small change in Al/graphite (60µm) samples and decreased in Al/graphite (10µm) samples. The reductions in TC with addition of small graphite particles are mainly associated with the lower relative density and larger interfacial thermal resistance. In addition, for the Al/40vol% graphite (60µm) sample, the TC in the extrusion direction was 2.6 times larger than that perpendicular to the extrusion direction, revealing that the extruded samples show anisotropy in TC. Moreover, for the bimodal samples, the TC increased with increasing graphite content and exhibited a higher value at 40vol% compared to those of the monomodal samples, due to the enhanced relative density. Furthermore, for the 90°-rotated Al/40vol% graphite (250µm) sample, a higher TC value was obtained in comparison with the sample without rotation. Such an enhancement in TC is considered to be associated with its higher relative density, fewer Al/graphite interfaces as well as higher orientation degree of the graphite.