Selective laser melting (SLM) is an AM process in which shapes with complex geometries are produced by selectively melting consecutive layers of a powder with a high-power laser beam. One of the most important challenges in SLM is the fabrication of highly dense metallic alloy components in the desired composition from a mixture of pure elements. Starting from the cheap and free designing mixed powders of pure metals or alloys and combining the fabrication ability of complex structure for SLM, it opens up possibilities for the development of new fabrication processes for Ti and Ti alloys with advanced properties. The other challenging aspect in SLM is the control of the crystallographic orientation structure. A reduction in the Young's modulus of metallic implants is important to prevent bone degradation and absorption [1]. The Young's modulus of β-Ti alloys strongly depends on the electron-atom (e/a) ratio, which can be controlled by manipulating the chemical composition and crystallographic orientation [2-4]. Thus, controlling the crystallographic texture simultaneously during the fabrication of highly dense β-Ti alloy components from a mixture of pure elements via SLM enables the development of novel implants with significantly low Young's modulus from alloys with a variety of compositions. This study demonstrates the possibility of fabricating the Ti-based alloy components with well-developed crystallographic texture from the mixture of pure elemental powders using the process of SLM, thus enhancing the affordability of titanium and its alloys.
Ti80X20 (X = Cr, Nb, Mo, Ta) (atomic %) alloy specimens were prepared from mixtures of the pure elemental powders in the present study. Cr, Nb, Mo, and Ta can stabilize the β phase in Ti; in other words, the beta transus temperature in Ti decreases by the addition of these elements. Ti powders (TILOP-45) prepared by the gas-atomizing process were supplied by Osaka Titanium Technologies Co., Ltd. The Cr powders (CRE03PB), Nb powders (NBE03PB), Mo powders (MOE09PB), and Ta powders (TAE02PB), all of which were obtained by the fracturing method, were supplied by Kojundo Chemical Laboratory Co., Ltd., Japan.
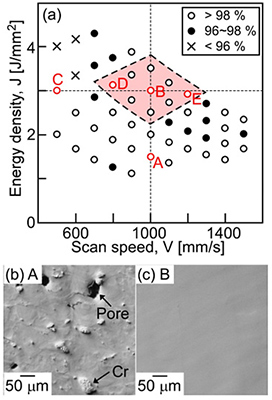
Figure 1 shows the process window for the relative density of Ti-Cr alloy specimens prepared from a mixture of pure Ti and Cr powders via SLM, as well as the typical microstructure of the Ti-Cr alloy specimens. The hatched region including the states B, D, and E indicates suitable processing regions for achieving dense specimens without residual pores or cracks. Typical examples of the outer surface appearance of the Ti-Cr alloy specimens when the process conditions are either not suitable (A) or suitable (B) are shown in Figs. 1(b) and (c), respectively. The black contrast corresponding to the residual pores and the non-molten Cr particles can be seen in the specimen processed under condition A (Fig. 1(b)); however, no defects could be observed in the specimen processed under condition B (Fig. 1(c)). In the specimen processed under condition A, the energy density may be too low to achieve the formation of a liquid state without non-molten Cr particles, resulting in the formation of residual pores. This indicates that the microstructure is strongly dependent on the process conditions, and that an insufficient energy density leads to the formation of macroscopic defects such as the pores.
Figure 2 shows the crystallographic orientation analysis results in the Y-Z plane of the Ti-Cr alloy specimens fabricated by SLM under the condition set D, in which V = 800 mm/s and J = 3.1 J/mm2 (a), and the condition set E, in which V = 1200 mm/s and J = 2.9 J/mm2 (b). The crystallographic orientation was evaluated by the inverse pole figure (IPF) images taken in the Y-Z planes and from the (100), (110), and (111) pole figures. Although cube <100> texture was developed in both condition D and E, a significant difference can be seen in the texture development in the specimens prepared under conditions D (Fig. 2(a)) and E (Fig. 2(b)). In the specimen E, the grains were elongated along the building direction (Z), together with a strong <001> alignment along the X direction. In contrast, few elongated grains could be seen in the Y-Z plane in the specimen D, resulting in a low <001> alignment along the X direction.
In this study, the dense components of the Ti-X (X = Cr, Nb, Mo, Ta) alloy specimens were fabricated from the mixtures of pure element powders using an SLM process. The constituent phases in the dense components of the Ti-X alloys were evaluated. The formation of a single β phase without non-molten powders was observed in these alloys. Based on the solidification microstructure analysis of Ti-Cr alloys, the texture formation and its mechanism were investigated.
References
[1] Y. Noyama, T. Miura, T. Ishimoto, T. Itaya, M. Niinomi, T. Nakano, Mater. Trans. 53 (2012) 565. [2] T. Ishimoto, K. Hagihara, K. Hisamoto, S.H. Sun, T. Nakano, Scr. Mater. 132 (2017) 34.
[3] M. Tane, et al., Acta Mater. 56 (2008) 2856.
[4] S.H. Lee, et al., J. Mech. Behav. Biomed. Mater. 14 (2012) 48.