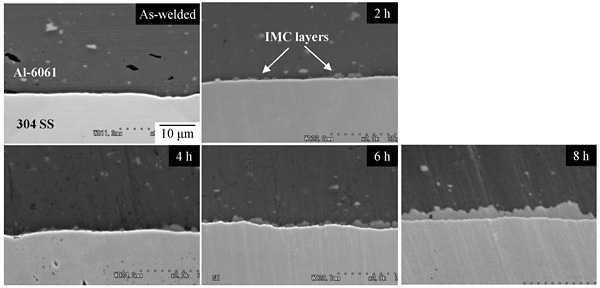
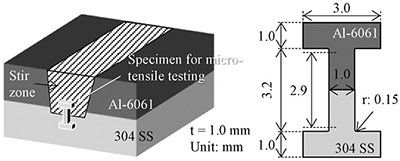
In this study, we demonstrate the direct relationship between the joint strength and IMC layer thickness by controlling the thickness of the friction stir welded (FSWed) joint between the aluminum alloy and austenitic stainless steel (SS) by two types of heat treatments after joining. First, the specimen was heated at 500 °C every 2 h up to 8 h to promote the IMC growth at the joint interface (solution heat treatment). Subsequently, the specimen was rapidly quenched into water and heated at 170 °C for 24 h (artificial aging). After heat treatment, the microstructural observation by scanning electron microscopy (SEM) and the micro-tensile test were conducted on the same specimen. Figure 1 shows SEM images of the interfacial beyween Al-6061 and 304 SS. The specimen for the micro-tensile test was fabricated from the interface at the center of the stir zone of the Al-6061/304 SS lap joints using electro-discharge machining (Fig. 2).
Figure 3 shows the relationship between tensile strength and average thickness of IMC layers of the Al-6061/304 SS dissimilar joints. In the as-welded joints, the oxide film remained at the interface of the joints, owing to which interfacial fracture occurred in the as-welded joints (238 MPa). However, the oxide film was eventually removed and the IMC layer covered the interface by the solution heat treatment. Therefore, the fracture position changed to the Al-6061 base metal with the increased tensile strength for the IMC layer thickness of 0.0–0.5 µm. The joints with the IMC layer thickness of more than 0.7 µm were fractured at the interface between Al-6061 and IMC layer and the joint strength decreased. With the increase in the IMC thick-ness, the misfit strain and interfacial stress increased by the difference in the crystal structure and thermal expansion coefficient between Al-6061 and IMC. This should cause the fracture at the interface in addition to the presence of voids. A thick IMC layer of more than 2.0 µm results in fracture within the IMC layer, since IMC is more brittle because of less number of slip systems than Al-6061 and SS 304.
Herein, the relative cumulative frequency of the layer thickness obtained from each joint was introduced to evaluate the deviation in IMC layer formation (Fig. 4). The joints were classified into three groups by the fracture position: at Al-6061, at the interface of the Al-6061/IMC layer, and inside the IMC layer. As for the joints fractured inside the IMC layer, the percentage of IMC layerthickness > 1.5 µm reached 80–90% and the minimum thickness of IMC was 0.5 µm. The difference in the fracture position from Al-6061 to the interface was 0.30–0.45 µm. The percentage of the IMC layer thickness < 0.4 µm exceeded 50% in the joint fractured at Al-6061 against 20–30% in that at the interface. The joint with a deviation in the IMC layer is important to reduce the average layer thickness and increase the percentage of the layer thickness less than the threshold value (![]() 0.4 µm) for the sound joint. Figure 5 shows the relationship between the values of relative cumulative frequency with IMC layer thickness < 0.4 µm and the average IMC layer thickness, sorted based on Fig. 4 for determination of a threshold of IMC layer thickness dominating the fracture morphology of dissimilar joints. The fracture position was dependent on the percentage. The percentage of the fracture at Al-6061 was more than 60%, while that at the interface was limited to 30%. The fracture at Al-6061 can be obtained by ensuring that the joining area where the IMC layer < 0.4 µm is 60%. Consequently, the average IMC thickness, deviation, and relative cumulative frequency should be considered for dissimilar joints.
0.4 µm) for the sound joint. Figure 5 shows the relationship between the values of relative cumulative frequency with IMC layer thickness < 0.4 µm and the average IMC layer thickness, sorted based on Fig. 4 for determination of a threshold of IMC layer thickness dominating the fracture morphology of dissimilar joints. The fracture position was dependent on the percentage. The percentage of the fracture at Al-6061 was more than 60%, while that at the interface was limited to 30%. The fracture at Al-6061 can be obtained by ensuring that the joining area where the IMC layer < 0.4 µm is 60%. Consequently, the average IMC thickness, deviation, and relative cumulative frequency should be considered for dissimilar joints.