To apply ultralightweight aluminum foam (Al foam) in various industrial fields such as vehicles and construction materials, the fabrication of Al foam with complex shapes is an important requirement. The aim of this study is to conduct fundamental studies to obtain Al foam with complex shapes using a steel mesh die with optical heating.
Figure 1 shows a schematic illustration of the fabrication of the precursor. First, as shown in Fig. 1(a), a blowing agent powder (TiH2, <45 µm, 1 mass%) and a stabilization agent powder (α-Al2O3, ~1 µm, 5 mass%) were thoroughly mixed and placed between two Al-Si-Cu alloy ADC12 (equivalent to A383.0 Al alloy) high-pressure diecasting plates of 3 mm thickness. Next, as shown in Figs. 1(b)-(d), laminated ADC12 plates were subjected to a friction stir welding (FSW) by traversing the rotating tool along the area where the powder mixture was placed. Four lines![]() four overlapping FSW was performed to mix the powder mixture into the ADC12 plates thoroughly and to fabricate a large area of precursor. Finally, as shown in Fig. 1(e), precursors of 15 mm
four overlapping FSW was performed to mix the powder mixture into the ADC12 plates thoroughly and to fabricate a large area of precursor. Finally, as shown in Fig. 1(e), precursors of 15 mm![]() 15 mm with 6 mm thickness were machined from the region where FSW was conducted.
15 mm with 6 mm thickness were machined from the region where FSW was conducted.
Figure 2 shows example of the setup for the foaming of the precursor by optical heating through the steel mesh. A steel mesh was used as a die for fabricating Al foam with a complex shape during the foaming of a precursor by employing optical heating. The temperature of the precursor was measured using a K-type thermocouple inserted at a distance of 3 mm from its bottom surface. Two sets of two halogen lamps were used to foam the precursor. The lamps were turned off when the temperature of the precursor reached 903 K. A steel mesh made of SUS 304 stainless steel with wire diameter of 0.29 mm and opening ratio of 66.9 % was used.
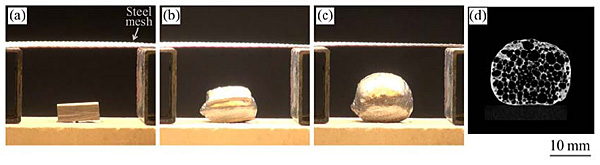
Figures 3(a)-(c) show the free foaming behavior under optical heating with the steel mesh. The foaming started around the solidus temperature and the precursor gradually expanded. When the temperature of the precursor exceeded the liquidus temperature of 788 K, foaming vigorously occurred. Figure 3(d) shows cross-sectional X-ray CT image of the obtained ADC12 foam in the vertical direction. The pores were homogeneously distributed in the ADC12 foam. From the free foaming of the precursor, it was shown that the precursor can be foamed by passing light through the steel mesh similarly to the foaming without the steel mesh. In addition, it was shown that ADC12 foams with similar porosity and pore structures were obtained both with and without the steel mesh.
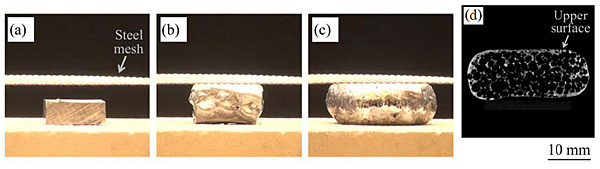
Figures 4(a)-(c) show the foaming behavior in the case of restricting the upward expansion of the precursor by the steel mesh. The precursor started foaming around the solidus temperature and it gradually expanded, coming in contact with the steel mesh. The ADC12 foam was cooled until it had solidified with its surface remaining in contact with the steel mesh. No protrusion of the ADC12 foam through the mesh openings was observed. Figure 4(d) shows the cross-sectional X-ray CT image of the obtained ADC12 foams in the vertical direction. A higher porosity than that of the free foaming in Fig. 3 was obtained owing to the delay of the decrease of the temperature by contacting the steel mesh which slightly proceeded foaming until the ADC12 foam solidified. But similar pore structures to those of the free foaming in Fig. 3 were obtained and no collapse of the pores at the surface was observed even though the upward expansion was restricted by the steel mesh.
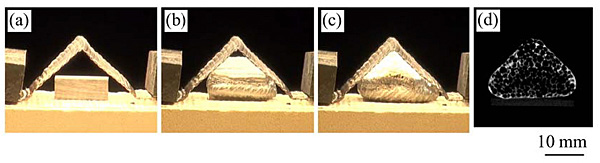
As example of the fabrication of ADC12 foam with a complex shape, Figs. 5(a)-(c) show the foaming behavior in the case with a triangular cross section. It can be seen that the obtained ADC12 foam completely filled the steel mesh without deformation of the steel mesh or the protrusion of ADC12 foam through the mesh openings. Figure 5(d) shows the vertical cross-sectional X-ray CT image of the ADC12 foam with a triangular cross section. ADC12 foam with similar shapes to the steel mesh die and similar pore structures to those in the case of free foaming can be obtained. Consequently, it was demonstrated that a steel mesh can be used as a die for the forming of ADC12 foam with little effect on the pore structures of the obtained foam.