Joining of aluminum and titanium is expected to play an important role especially in the field of aerospace and automobile industries where specific strength and specific rigidity are required. It is, however, a problem in the fusion welding of titanium and aluminum that a brittle intermetallic compound layer is formed in welding. Application of solid phase bonding can be an attractive solution of this problem. Friction stir welding is one of the solid-phase bonding techniques leading to feasible solutions. The present authors have reported that friction stir diffusion bonding (FSDB) was applicable to make lap joints of dissimilar foils. In lap FSDB, the upper one of overlapped dissimilar foils is frictionally stirred to deform plastically at an elevated temperature.
In the present study, effects of welding parameters on friction stir diffusion bonding with micro indentation were investigated in order to optimize the bonding technique and to form resultant strong joint. It was already suggested that the bonding temperature and material flow affects the configuration of the joint and the bonding strength. Thus, the material flow was examined by observing the cross section of the foils joint with the vapor deposited platinum-palladium as a tracer on the lower foil.
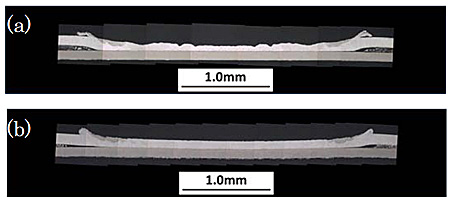
Figure 1 shows the cross sections of A5052/CP–Ti FSDB joints bonded at a tool rotation speed of 105,000 rpm and a friction time of 10s. By using the tool of surface roughness Ra=4µm and a tool indentation of 50µm the bonding diameter is about 1.85mm, as shown in Fig. 1(a). The upper foil thickness of the joint portion is ranged from 0.054 to 0.086mm. The surface of the upper foil is uneven. On the other hand, by the tool of surface roughness Ra=0.03µm and an indentation of 10µm (Fig. 1(b)), the bonding diameter is about 1.8mm, and the upper foil becomes very smooth. The thickness of the upper foil was reduced by 10µm corresponding to the indentation, and moreover, a generally good joint was obtained. These facts reveal that use of the smooth surface tool enables a better joining even with a smaller indentation. It means that FSDB with an indentation of micro meter order becomes possible by the smooth surface tool.
Figure 2 shows changes in the bonding temperature and the number of revolutions for each material and indentation. Joining conditions are surface roughness Ra of the tool tip is 0.03µm. When the indentation amount is as large as 10µm, the bonding temperature is highest for an upper foil of A5052 among three materials. The bonding diameter, which is an index expressing joint integrity, increases as increase of the junction temperature. Change in the tool rotation speed increases as the bonding temperature increases. At a small indentation of 1.5µm, the remarkable changes in the bonding temperature, the bonding diameter, and the rotation number appear in the upper foil of A1050, in contrast with the larger indentation. The physical work given to the material by the rotating tool can be divided into two by frictional heat and stirring. This implies that the contribution ratio of the two work elements applying the bonding materials varies with the indentation amount, and each upper foil material has different indentation dependence of the contribution ratio.