Since the microstructure is influenced by the cooling process, the formation of graded structure should be not only influenced by materials' constants but also influenced by processing parameters. Therefore, different microstructures may be observed for the FGMs fabricated by the centrifugal in- situ method using different centrifugal casters, because the cooling condition of each centrifugal caster is not same. In this study, the pipe-shaped and the rod-shaped Al-Al2Cu FGMs are fabricated from Al-33mass%Cu eutectic alloy by using two types of vacuum centrifugal casters. Volume fraction of Al2Cu and lamellar spacing distributions in the FGMs are evaluated. Basing on obtained results, the cooling rate distributions in the FGMs are roughly estimated.
In this study, Al-Al2Cu FGMs are fabricated from Al-33mass%Cu eutectic alloy ingots by two types of centrifugal casters. One is a vacuum centrifugal caster and the other caster is a compact vacuum centrifugal caster. The casting conditions by the vacuum centrifugal caster and compact vacuum centrifugal caster are summarized in Tables 1 and 2, respectively.
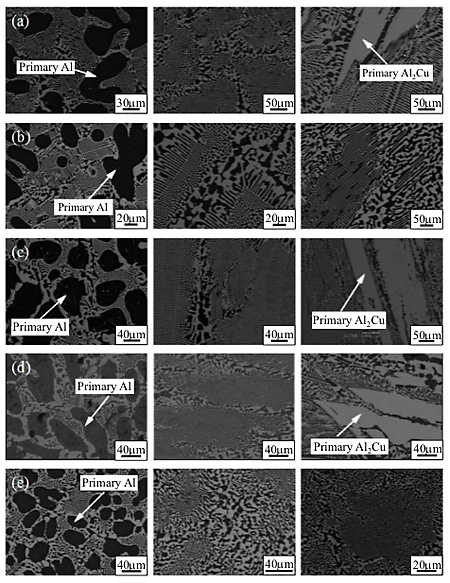
Figures 1 (a) - (e) show the typical microstructures of pipe-shaped FGMs samples (specimens VP1-VP5), respectively. In these figures, left, center and right photographs are taken at inner region, interior region and outer region of the pipe, respectively. The dark and light phases were identified to be Al and Al2Cu, respectively. The Al and Al2Cu primary crystals were observed at inner region and outer region of the pipe, respectively. On the other hand, microstructures at interior region of the pipe exhibit an original eutectic structure. Thus, microstructure and local chemical composition (volume fraction of the Al2Cu) vary spatially. It is also found that the lamellar spacing has position dependency.
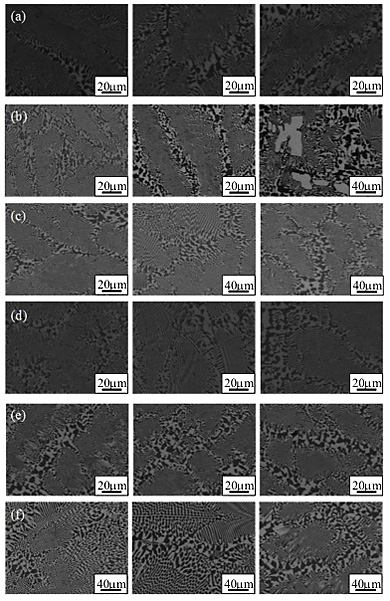
The typical microstructures of rod-shaped samples (specimensVR1-VR6) at different positions along centrifugal force direction are shown in Figs. 2 (a) - (f), respectively. The left, center and right photographs are taken at inner, middle and outer regions toward the centrifugal direction in the specimens, respectively. Microstructures in rod-shaped FGMs samples are varied spatially. It is found that smaller compositional gradients are observed comparing with the pipe-shaped samples. This is because the G number is smaller and process time of 99 s is shorter. Moreover, smaller lamellar spacing values are found in the rod-shaped samples. This may come from the higher cooling rate, since the mold was not preheated and size of mold is smaller.
Using the Al-Al2Cu eutectic lamella structure and the Al2Cu volume fraction, the cooling rate distributions in the FGMs samples are roughly estimated, and results for pipe-shaped specimens are shown in Fig. 3. The normalized thickness means that 0.0 and 1.0 are inner and outer surfaces of the pipe, respectively. Huge position dependence of cooling rate can be observed for specimen VP5, which was fabricated without mold pre-heating, and cooling rate increases with increasing the normalized thickness. Namely, larger cooling rate is found around pipe outer region, since steel mold was not pre-heated. On the other hand, relatively smaller position dependence of cooling rate was found for specimens VP1-VP4, which were fabricated with mold pre-heating.