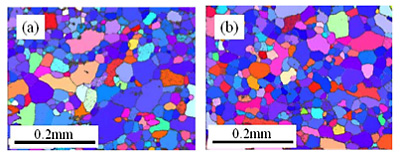
In the present study, the Mg-Li alloy was subjected to cold deep drawing, and the formability of Mg-Li alloy sheet was investigated by the square cup deep drawing process. The material was the beta type alloy, Mg-14%Li-1%Al. Chemical analysis of the alloy is tabulated in Table 1. The blank cut from the alloy sheet by shearing and blanking. The initial thickness of the blank was 0.5 to 1.0 mm, and the diameter was 100 mm. Some blanks from the alloy sheets were annealed at 473 K. The microstructures of the sheets were examined by scanning electron microscope, and the grain sizes were observed by electron backscatter diffraction (see Figure 1).
The multi-stage deep drawing processes were performed using an oil hydraulic press at a forming speed of about 10 mm/min. The fold pressure was about 6 kN at 1st stage. The deep drawing processes of the Mg-Li alloy sheet used in the experiment are illustrated in Figure 2. Various cups are drawn by exchanging the punch and the ringed die. The shape of the die is flat in the first stage, and is taper without a blankholder in the subsequent stages.
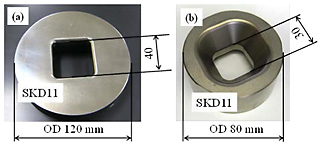
The appearances of the die for the deep drawing at the multi-stage are shown in Figure 3. The clearance between the punch and die is 0.5 to 1.0 mm. The lubricant used is the solid powders of molybdenum disulfide. The forming conditions of multi-stage deep drawing are shown in Table 2.
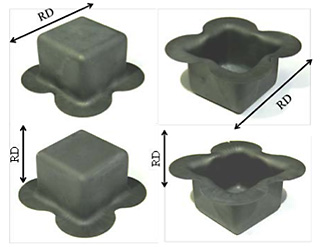
The formability of Mg-Li alloy sheet was examined by the square cup deep drawing. The drawn cups by the first stage drawing are shown in Figure 4. The blank is 100 mm in diameter and 0.5 mm thick. The blank is placed in the direction parallel, or 45-degree to the hole shape of the die, because it is anisotropic with respect to plastic deformation, rolling. Namely, in the square cup drawing, the blank is set in the two manners that the rolling direction of the blank is parallel to the straight edge or coincident with the diagonal line of the die hole. The blank was successfully drawn without the cracks.
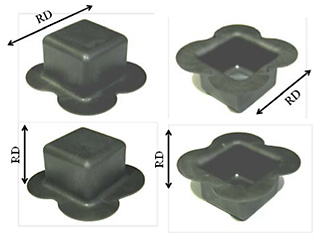
The effect of the thickness of the alloy sheet on the formability was examined. The drawn cups by the first stage drawing are shown in Figure 5. The shoulder radius of the punch is 4 mm. The drawn cup could be carried out. However, the occurrence of many fine cracks on the surface of the corner was observed. Although the occurrence of cracks was observed, no fracturing of the cup was found.
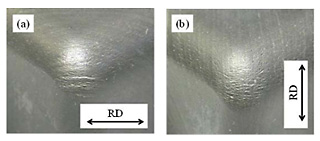
Figure 6 shows many fine cracks on the surface of the corner of the drawn cup at 1st stage. The occurrence of cracks was attributed to the punch shape, the curvature of the punch corner. The surface of the corner of the cup, which is already formed, is subjected principally to a longitudinal tensile stress. The wall of the sheet is great in comparison with the shoulder radius. Namely, the curvature is large in case of the blank with 1.0 mm thick. Thus, the degree of the plastic deformation increases with an increase in sheet thickness.
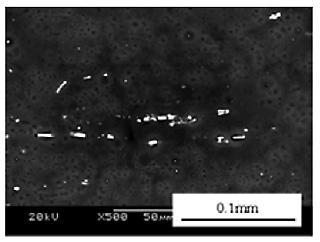
The SEM in Figure 7 indicates the existence of the inclusions. The interface strength between the two phases, the inclusion and the base metal, is lower. By X-ray method, they were calcium oxide and magnesia oxide.
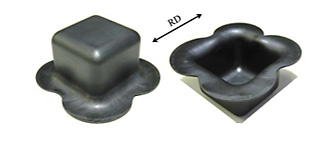
The effect of die shape on the formability of deep drawing was examined. The drawn cup by the first stage drawing is shown in Figure 8. The blank is 100 mm in diameter and 1.0 mm thick. The shoulder radius of the punch is 6 mm. As a result, no fine cracks were visible on the corner walls of cup at the 1st stage.
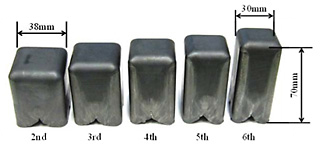
The drawn cups by the multi-stage drawing are shown in Figure 9. The blank is 100 mm in diameter and 1.0 mm thick. The shoulder radius of the punch is 6 mm. The drawn cup by multi-stage deep drawing could be carried out to the 6th stage. The drawn cup at 6th stage is approximately 30 mm in width and 70 mm in height.