An aluminum foam sandwich, which consists of an aluminum foam core and two dense metallic face plates, is a lightweight structural component with good energy and vibration absorption properties. In this study, sandwich panels (aluminum foam sandwiches) with metallurgical bonding between ADC12 aluminum foam core and dense aluminum plates were fabricated by friction stir processing (FSP) route. Moreover, tensile tests were carried out for the fabricated sandwich panels and the bonding strength of interface was examined.
Figure 1 shows a schematic illustration of the process of fabricating sandwich panels by the FSP route. As shown in Fig. 1(a) - 1(c), two ADC12 plates containing large amount of gases of 3 mm thicknesses were laminated with stabilization agent powder (![]() -Al2O3,
-Al2O3, ![]() 1
1 ![]() m, 5 mass%) distributed between them. The laminated plates were stacked on dense A1050 aluminum plate, of which the thickness was 3 mm or 1 mm, and FSP was conducted to mix the powders into the aluminum plates and to join the laminated plates. Multipass FSP of 4 lines
m, 5 mass%) distributed between them. The laminated plates were stacked on dense A1050 aluminum plate, of which the thickness was 3 mm or 1 mm, and FSP was conducted to mix the powders into the aluminum plates and to join the laminated plates. Multipass FSP of 4 lines![]() 2 passes was applied to mix the powders thoroughly. As shown in Fig. 1(d) and 1(e), foamable precursors with dimensions of 20 mm
2 passes was applied to mix the powders thoroughly. As shown in Fig. 1(d) and 1(e), foamable precursors with dimensions of 20 mm![]() 20 mm
20 mm![]() 4.5 mm bonded with A1050 plates of 80 mm
4.5 mm bonded with A1050 plates of 80 mm![]() 35 mm
35 mm![]() 1 mm (or 3 mm) were cut from the region subjected to FSP. Then, two foamable precursors were placed face to face in a die and were heated in a preheated electric furnace (cf. Fig. 1(f)). The holding temperature (equal to the preheated temperature) was 948 K. The holding time during the heating process was varied from 420 s to 900 s in steps of 30 s for the precursors with A1050 plate of 1 mm thickness and from 510 s to 630 s in steps of 30 s for the precursors with A1050 plate of 3 mm thickness. After heating, the precursor was cooled to room temperature under ambient conditions. Sandwich panels of 15 mm
1 mm (or 3 mm) were cut from the region subjected to FSP. Then, two foamable precursors were placed face to face in a die and were heated in a preheated electric furnace (cf. Fig. 1(f)). The holding temperature (equal to the preheated temperature) was 948 K. The holding time during the heating process was varied from 420 s to 900 s in steps of 30 s for the precursors with A1050 plate of 1 mm thickness and from 510 s to 630 s in steps of 30 s for the precursors with A1050 plate of 3 mm thickness. After heating, the precursor was cooled to room temperature under ambient conditions. Sandwich panels of 15 mm![]() 15 mm
15 mm![]() 12 mm (a 15 mm
12 mm (a 15 mm![]() 15 mm
15 mm![]() 10 mm foam core parts with 1 mm plates on both sides) and 15 mm
10 mm foam core parts with 1 mm plates on both sides) and 15 mm![]() 15 mm
15 mm![]() 16 mm (a 15 mm
16 mm (a 15 mm![]() 15 mm
15 mm![]() 10 mm foam core part with 3 mm plates on both sides) were cut by electro-discharge machining. The pore structures in each sandwich panel were observed by microfocus X-ray CT.
10 mm foam core part with 3 mm plates on both sides) were cut by electro-discharge machining. The pore structures in each sandwich panel were observed by microfocus X-ray CT.
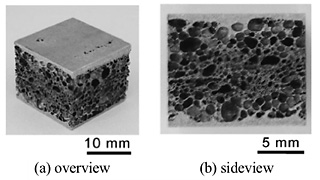
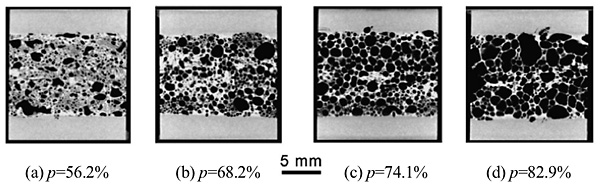
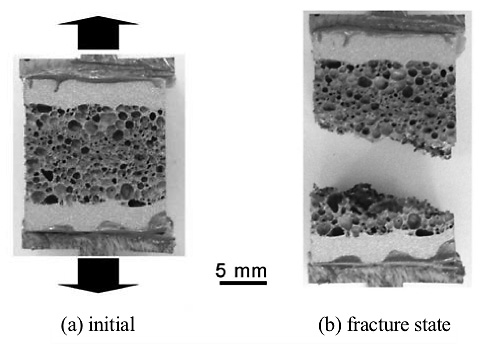
As an example of fabricated sandwich panels, Fig. 2 shows the sandwich panel with A1050 plates of 1 mm thickness fabricated under the holding time of 510 s. In the sandwich panels, A1050 aluminum plates were kept as surface plates and no cracklike cavities were observed at the interface between the ADC12 aluminum foam and dense aluminum plates. Figure 3 shows the relationship between the porosity in foam core part p and the holding time tH. When the holding times under the holding temperature of 948 K were 510 s for the A1050 plate of 1 mm thickness and 570 s for the A1050 plate of 3 mm thickness, the sandwich panel with high porosity of approximately 70% was obtained. Figures 4(a) - 4(d) show X-ray CT images of sandwich panels with A1050 plates of 3 mm thickness for porosities in foam core parts of 50% - 80%. Figure 5 shows the relationship between the average equivalent diameter dm and the porosity in foam core part p, and Fig. 6 shows the relationship between the average circularity of pores em and the porosity p. From these figures, it was found that, when the porosity was approximately 70%, the sandwich panels with comparatively small equivalent diameter of approximately 1.0 mm and high circularity of pores of approximately 0.8 were fabricated. As an example of tensile test results, Fig. 7 shows the fracture state of sandwich panel with A1050 plates of 3 mm thickness and the porosity of 69.2%. In all of the sandwich panels, the fracture occurred in foam core part and no cracks were observed at the interface between the ADC12 aluminum foam core and A1050 face plates. Thus, the bonding strength of interface was higher than the tensile strength of aluminum foam core.
From these results, it was shown that the sandwich panels consisting of ADC12 aluminum foam core and two A1050 face plates with high porosity, good pore structure and high reliable interface were fabricated by the FSP route.