Face-centered cubic metals show creep deformation below 0.4 Tm, where Tm is each the melting temperature, when the applied stress is larger than 0.2% proof stress. In order to determine the creep deformation mechanism at low temperatures with low activation energy, TEM observations of the dislocation structure on aluminum and copper were conducted after creep deformation at 0.32 Tm. It was observed that cell walls sharpened and the interior dislocation density decreased during the early stage of the creep deformation in aluminum. On the other hand, cell wall thickened and interior dislocation density increased at the early stage of the creep in copper. It is proposed that cross-slip is the rate controlling mechanism for aluminum and work hardening is that for copper.
The samples used in this study were fully-annealed rolled sheets of 99.999% (5N) Al with and oxygen-free 99.99% (4N) Cu. Creep tests were performed for the periods corresponding to the early, middle and end of the steady state creep region, respectively, for Al and Cu. Then TEM observations were conducted after the respective creep tests.
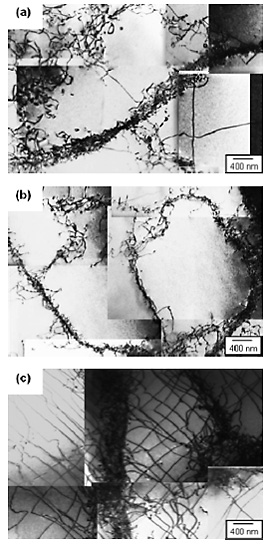
The TEM micrographs of Al crept at 0.32Tm under 30 MPa for 7, 10 and 21 days are shown in Figs. 1 (a), (b) and (c), respectively. A dislocation cell structure of about 1.0 ![]() m diameter is observed in the three micrographs. In the beginning of creep deformation, with increasing the creep strain from Figs. 1 (a) to (b), cell walls became sharpened and the dislocation density in the interior of the cell decreased. This result implies that arrangement of dislocation cell walls occurred through absorbing the interior dislocations in Al. In contrast, at the end of the steady state shown in Fig. 1 (c), cell walls thickened and the interior dislocation density increased.
m diameter is observed in the three micrographs. In the beginning of creep deformation, with increasing the creep strain from Figs. 1 (a) to (b), cell walls became sharpened and the dislocation density in the interior of the cell decreased. This result implies that arrangement of dislocation cell walls occurred through absorbing the interior dislocations in Al. In contrast, at the end of the steady state shown in Fig. 1 (c), cell walls thickened and the interior dislocation density increased.
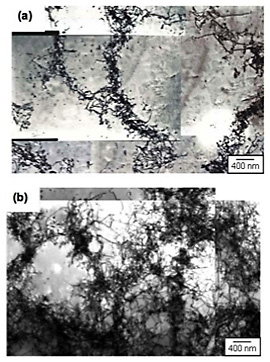
The TEM micrographs for Cu crept at 0.32Tm under 42 MPa for 5 days and 69 MPa for 10 days are presented in Figs. 2 (a) and (b), respectively. The cell structure similar to that of Al is observed. In contrast to Al, Figs. 2 (a) and (b) show an increase in dislocation density both inside of a grain and at a grain boundary at the early stage of creep deformation. This result implies that work-hardening mechanism is working in the low temperature creep of Cu.
Our observation shows that the dislocation cell structure are formed during the initial stage of the creep in Al and Cu. Also it shows that the development of dislocation cells with increasing creep strain occurs during the steady state of creep.
Cross-slip plays an important role in the dislocation cell rearrangement in stage III of work hardening; it is known as dynamic recovery because it accompanies an increase in misorientation among adjacent cells. Schematically, the dislocation network expands owing to recombination or annihilation reactions as illustrated in Figs. 3 (a) and (b). E1 and E2 are edge dislocations of opposite signs and S1 and S2 are screw dislocations of opposite signs in Fig. 3. In this model, glide, cross-slip or climb can be the rate controlling mechanism of the recovery.
The activation energy for cross-slip Qc.s., as expressed by the Friedel![]() Escaig model, is given by
equation (1);
Escaig model, is given by
equation (1);
 |
(1) |
where G is the shear modulus,
It is proposed that a dislocation annihilation by dislocation glide and cross-slip is the rate controlling mechanism of the recovery. For Al, in which cross-slip easily occurs, cross-slip might be rate-controlling mechanism of the creep. For Cu, in which cross-slip difficultly occurs, dislocation glide might be the rate-controlling mechanism of the creep.