Friction stir processing, FSP, has been proposed by applying friction stir welding, FSW, as a method for controlling the microstructures to improve mechanical properties. In this study, microstructure of a 7075 aluminum alloy subjected to multipass FSP, MP-FSP, is assessed to obtain fundamental knowledge on MP-FSP. The MP-FSP has been applied to 7075 aluminum alloy plates with T6 and O tempers, and microstructural characterization has been made by means of optical and scanning electron microscopies together with EDX and EBSD analyses.
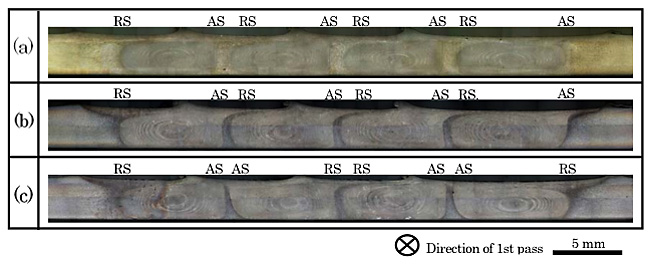
Figure 1 shows microstructure of the cross section of the processed regions at low magnification for T6 and O tempers. Stir zone, SZ, with a width of about 5mm can be observed in the center of each pass with what is called onion ring structure. Moreover, a zone with a microstructure different from that of SZ can be found between SZs. We call this zone pass boundary zone, PBZ. Processing direction and interval were found to give influence to the width and configuration of PBZ. Figure 2 shows result of EBSD analysis on SZ and PBZ. It is confirmed that SZ consists of fine equiaxed grains. On the other hand, it is to be noted that the microstructure in PBZ is composed of two types of grains: fine equiaxed and coarse elongated. The coarse elongated grain contained many sub-grains.
In addition, micro hardness measurement has been carried out and the results are shown in Fig. 3. Hardnesses in PBZ are decreased and increased in T6 and O, respectively, by MP-FSP, and are intermediate between those in BM (base metal) and SZ in both tempers. The hardness in SZ and PBZ of MP-FSP'ed 7075-T6 aluminum alloy are increased by additional artificial aging at 393K for 24h.