Lotus-type porous aluminum with slender directional pores is fabricated via a continuous casting technique in pressurized hydrogen or a mixed gas containing hydrogen and argon. The influence of solidification conditions such as hydrogen partial pressure, solidification velocity, temperature gradient, and melt temperature on the porosity and pore size is investigated. The porosity and pore size increase upon increasing the hydrogen partial pressure or the melt temperature, whereas the porosity and pore size decrease upon increasing the solidification velocity or the temperature gradient. Furthermore, the mechanism of pore formation in lotus aluminum is examined based on the results of an improved model of hydrogen mass balance in the solidification front, which was originally proposed by Yamamura et al. The results from the present model agree with the experimental results. We conclude that the diffusion of hydrogen rejected in the solidified aluminum near the solid/liquid interface is the most important factor for pore formation because the difference in hydrogen solubility between solid and liquid aluminum is very small.
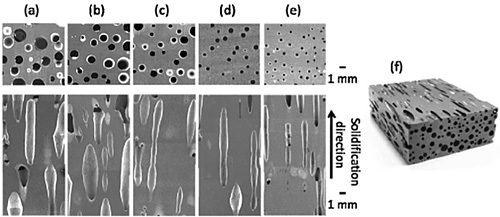
Figure 1 shows the typical pore morphology perpendicular (upper row) and parallel (lower row) to the solidification direction of lotus aluminum as a function of solidification velocity from 0.5 mm![]() min-1 to 0.9 mm
min-1 to 0.9 mm![]() min-1. Lotus aluminum was fabricated by unidirectional solidification in a mixture of hydrogen (0.25 MPa) and argon (0.25 MPa). Figure 1(f) shows an outer view of lotus aluminum with the highest porosity of nearly 40%. Unidirectional pores aligned parallel to the solidification direction are observed in the solidified lotus aluminum. Figure 1 shows the influence of solidification velocity on the porosity and average pore diameter in lotus aluminum fabricated in the same manner as that shown in Fig. 1. The porosity and average pore diameter decrease as the solidification velocity increases.
min-1. Lotus aluminum was fabricated by unidirectional solidification in a mixture of hydrogen (0.25 MPa) and argon (0.25 MPa). Figure 1(f) shows an outer view of lotus aluminum with the highest porosity of nearly 40%. Unidirectional pores aligned parallel to the solidification direction are observed in the solidified lotus aluminum. Figure 1 shows the influence of solidification velocity on the porosity and average pore diameter in lotus aluminum fabricated in the same manner as that shown in Fig. 1. The porosity and average pore diameter decrease as the solidification velocity increases.
The present work demonstrates that both porosity and pore size in lotus aluminum decrease as the solidification velocity increases (Fig. 2). Park et al. have investigated the effect of the solidification velocity on the porosity and pore size in lotus copper fabricated by a continuous casting technique. They found that the pore size decreases as the solidification velocity increases, but the porosity is nearly independent of the solidification velocity. Park et al. have suggested that when the solidification velocity increases, the number of pore nucleation sites increases due to an increase in the degree of supercooling, and consequently, the average pore diameter decreases. Similarly, the decrease in pore size in lotus aluminum can be also explained by supercooling.
However, supercooling cannot explain the decrease in porosity. The pores, which are considered to nucleate heterogeneously, are grown by hydrogen diffusion of the insoluble hydrogen rejected at the solid/liquid interface. The amount of hydrogen diffusing from the liquid and solid into the pores increases as the solidification velocity decreases because long distance diffusion occurs more significantly. This is the reason why porosity increases with decreasing solidification velocity.
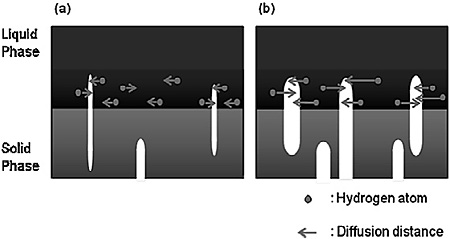
The solubility difference of hydrogen in aluminum is more than one order of magnitude smaller than that in copper, whereas the diffusion coefficients are similar in both aluminum and copper. To promote pore growth in lotus aluminum, hydrogen in aluminum should diffuse over a longer distance than in copper because the solubility of hydrogen is lower in aluminum. Figure 3 schematically depicts the effect of a long diffusion distance of hydrogen rejected in a solid in the vicinity of the solid/liquid interface on pore evolution in lotus aluminum. Assuming the diffusion distance of hydrogen increases, the porosity and pore diameter in lotus aluminum increase as the number of hydrogen atoms increase, resulting in the formation and growth of pores. Thus, the mechanism for pore evolution in lotus aluminum may be the opposite of the mechanism for lotus copper and stainless steel where the formation and growth of pores easily occur even for short distant diffusion of hydrogen due to the high content of hydrogen rejected in the solid. Therefore, the condition of a lower solidification velocity is certainly crucial to realize highly porous lotus aluminum.