When using the conventional deep drawing method, it is difficult to make a deep container twice as tall as the blank radius in only one-stage drawing. This is because a large-sized blank sheet makes the drawing resistance of the blank material too high to draw material into the die hole by a punch.
In this study, a new blank holding device is designed to simulate and perform a similar function to the elastomeric ring used in the Maslennikov process. The principle and mechanism of friction aided deep drawing using a blank holder with eight segments are shown in Fig. 1. The blank holder, divided into eight segments, is used instead of the conventional blank holder. These segments of the blank holder can move radically inwards and outwards depending on the blank holding pressure. When an axial punch is used together with this deep drawing process, the drawing force decreases, and the shape and dimensional accuracy can be improved.
Soft aluminum sheet (A1050P-O, t=0.5 mm) is used for the experiments. The mechanical properties are shown in Table 1.
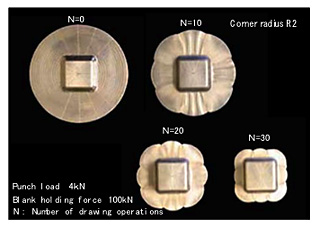
Fig. 2 shows the increase in cup height with the number of moments in the radial direction of the blank holding segments. Fig. 3 shows the increase in height of a square cup according to the number of moments. The height of the square cup increases linearly as the number of moments increases. The rate of increase in the forming height for a square container is less than that for a cylindrical container. Fig. 4 shows the variation of the flange shape in square drawing according to the number of moments. Fig. 5 shows a decrease in the outer diameter of the blank in the drawing process. The outer diameter of the blank is linear and decreases with the increasing number of moments. The maximum reduction rate is in direction C, and the smallest reduction rate is in direction B.
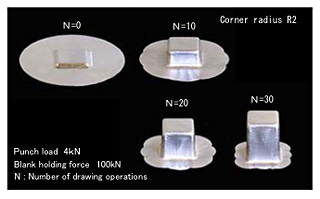
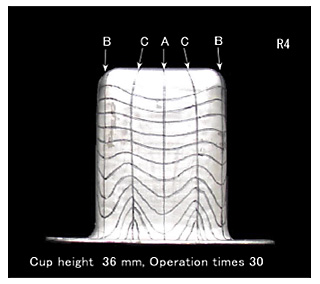
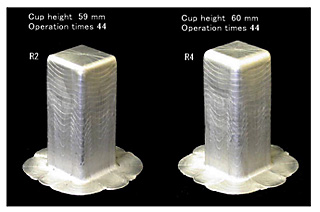
In square deep drawing, deformation varies from portion to portion at the punch corner and at the straight flange portion. Experimental results show that the metal flow at the corner and at the straight f1ange portion is approximately uniform. The result is shown in Fig. 6. The scribed line drawn radially is parallel to the side wall portion. The scribed line spacing in the circumferential direction is large in directions A and B, but narrow in direction C. Fig. 7 shows the thickness strain distribution of the drawn cups. In the sidewall portion, the sheet thickness is increased significantly. The increase in thickness due to the flange material is compressed in the circumferential direction. Fig. 8 shows a typical example of the square cups. Square cups of 60 mm height, which is 2.3 times the side length, can be obtained from a circular blank of 120 mm diameter and 0.5 mm thickness. The number of moments in the radial direction of the blank holding segments is 44. Fig. 9 shows the increase in forming height in the case of using the large blank with the increased number of moments. No change occurs in the increase rate, even when compared with the previous case of using the small blank.